10배 강한 부식 저항성과 시안화물 없는 친환경 계면 공학
1,000시간 노화 후에도 취성 파손 없는 견고한 솔더 접합부
기존의 무전해 금도금(ENIG)은 솔더 조인트의 취성 결함이 발생시키기 쉽다. 이러한 이유로 인해 전자기기 어셈블리의 현장 불량과 신뢰성 문제가 대두되었다. 즉, 전자 어셈블리의 전반적인 오작동을 유발하는 부품 분리가 있다. 새로운 ENIG는 견고한 솔더 조인트를 달성하고 전자 어셈블리의 향상된 품질과 신뢰성을 제공한다. 또한 침지금 공정에 시안화물이 없는 화학물질을 사용하여 친환경적이다. 이를 통해 제조업체는 주요 현장 불량과 그에 따른 결과를 방지하면서 친환경 제품을 소비자에게 제공할 수 있다. 블랙 패드 관련 불량을 제거하고 새로운 ENIG로 견고한 솔더 조인트를 보장하는 것은 다양한 산업 분야에서 전자 조립품의 개선된 신뢰성으로 이어지는 데 도움을 줄 수 있다.
추상
현재 시장에 나와 있는 기존의 무전해 금도금(ENIG)은 솔더 조인트의 취성 결함이 발생시키기 쉽다. 이러한 이유로 인해 전자기기 어셈블리의 현장 불량과 신뢰성 문제가 대두되었다. 즉, 전자 어셈블리의 전반적인 오작동을 유발하는 부품 분리가 있다. 새로운 ENIG는 견고한 솔더 조인트를 달성하고 전자 어셈블리의 향상된 품질과 신뢰성을 제공한다. 또한 침지금 공정에 시안화물이 없는 화학물질을 사용하여 친환경적이다. 이를 통해 제조업체는 주요 현장 불량과 그에 따른 결과를 방지하면서 친환경 제품을 소비자에게 제공할 수 있다.
기존 ENIG의 경우 침지 금 공정은 갈바닉 치환 반응법(galvanic displacement reaction, Ni 원자를 Au 원자로 대체)을 이용한다. 적절하게 제어되지 않으면 치환이 빠르게 발생하여 일반적으로 ‘블랙 패드’ 또는 Ni의 과다 부식으로 알려진 Ni 부식이 발생할 수 있다. 이로 인해 부서지기 쉬운 솔더 조인트를 유발할 수 있다. 또한 리플로우 공정 중에 Au 층은 솔더로 용해되고 주석과 니켈 사이에 금속간화합물이 형성된다. 기존 ENIG 금속간화합물에서는 너무 많은 니켈이 주석으로 확산되어 인터페이스에 연한 Ni3P 층이 남게 된다. 이 연한 층은 부서지기 쉬운 솔더 조인트 불량의 원인이 된다.
새로운 ENIG는 계면 공학적 접근 방식을 사용하여 니켈 표면의 내식성을 10배 향상시켜 블랙 패드/과부식을 방지한다. 또한, 주석 내부로 니켈 원자가 과도하게 확산되는 것을 방지하여 매우 얇은 금속간 화합물을 형성하고, 이는 견고하며 취성 솔더 접합부 불량을 예방한다.
볼 전단 및 볼 당김 테스트(산업 표준 기반 테스트: JESD22-B115 및 JESD22-B117)는 솔더링 공정 중 (1, 3 및 6) 리플로우 사이클 후에 수행되었다. 또한, 솔더 조인트/전자 어셈블리의 노화 시뮬레이션 및 장기 신뢰성 평가의 일환으로 샘플을 500시간 및 1000시간 동안 150℃에 노출시킨 후 볼 전단 테스트 및 볼 당김 테스트를 수행했다. 새로운 ENIG 보드 표면 마감은 견고한 솔더 조인트를 구현하여 전자 어셈블리의 신뢰성을 향상한다.
서론
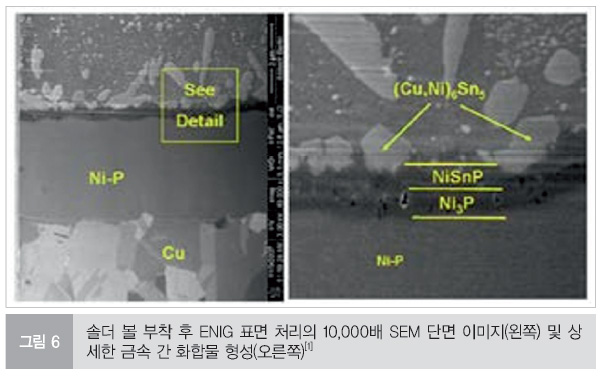
무전해 니켈 침지 금도금(ENIG)은 전자 산업 전반에 걸쳐 납땜 가능한 표면 마감재로 널리 사용되고 있다. 회로의 지속적인 미세화와 신호 감쇠(signal attenuation) 유지의 필요성으로 인해, 솔더 접합부로의 구리 용해는 중요한 문제이다. 구리가 솔더 접합부로 용해되는 것을 방지하는 배리어는 매우 중요하다. ENIG의 주요 이점은 니켈 층이 솔더 접합부로의 하부 구리 용해를 방지하는 배리어 역할을 한다는 것이다. ENIG 공정은 무전해 니켈-인 층을 도포한 후 침지 금도금 층을 도포하는 공정을 포함한다. 침지 금도금 공정은 니켈 표면의 부동태화에 대한 보호 배리어를 제공한다. 이후 리플로우 솔더링 공정에서 금 층은 용융 솔더에 용해되고, 금속간 화합물은 솔더의 Ni-P 원자와 주석 원자 사이의 결합을 형성한다.[1]
현재 사용 가능한 ENIG는 솔더/니켈-인 계면에서 제대로 형성되지 않은 접합부와 관련된 블랙 패드 결함이 발생하기 쉽고, 이로 인해 솔더 젖음 저하 및 불량을 초래한다. 블랙 패드 결함의 근본 원인은 니켈 표면에서 침지 금 공정의 과부식 활동으로 확인된다. 갈바닉 과부식(Galvanic hyper-corrosion)은 금과 니켈 원자 사이에서 발생하여 니켈 원자 고갈과 국소적 영역에서 인 원자의 농축을 초래한다.[2],[3] 과부식의 경우 국소적 영역에서 니켈 원자 고갈로 인해 금속간 화합물이 형성되지 않고 표면(솔더) 젖음이 발생하지 않는다. 이로 인해 솔더의 젖음 저하, 즉 고체-액체 결합 실패와 계면 파괴가 발생한다.[2]
더욱이, ENIG를 사용하는 솔더 접합부는 취성 파괴를 초래한다. 금과 니켈 원자 사이의 과부식이 없더라도, 상층에 위치한 니켈 원자의 이동만으로도 국소적인 영역에 인 원자가 농축된다. 이렇게 인이 풍부한 금속간화합물(Ni3P 및 Ni3SnP 상) 층이 솔더 접합부의 취성 파괴를 유발한다. 또한, 블랙 패드 또는 과부식은 솔더 접합부의 취성 파괴를 더욱 악화시킨다.[1]
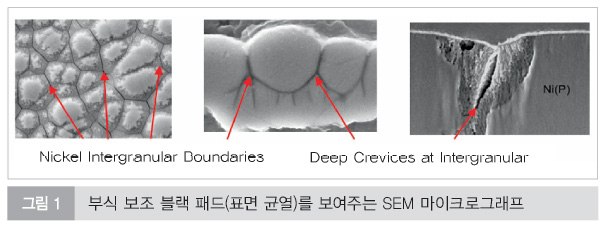
침지 금도금 공정은 금 원자가 니켈 원자를 대체하는 갈바닉 변위(galvanic displacement) 공정이다. 이 공정은 자기 제한적(self-limiting)이며, 표면이 금 원자로 완전히 덮이면 변위 반응이 멈춘다. 무전해 니켈 도금의 Ni(P) 층의 경우, 표면에 경계와 틈새가 있다(그림 1 참조). 경계 또는 틈새가 깊으면 금 원자의 공급이 느려져 침지 금도금 공정 시 도금조에 비해 틈새의 금 원자 농도가 부족해진다. 따라서 염다리(salt bridge)로 연결된 두 개의 서로 다른 금속인 갈바닉 셀(galvanic cell)이 틈새와 표면 사이에 형성되어 틈새에서 과활성 부식 반응(블랙 패드 결함)을 유발한다.[3] 또한, 때로는 틈새가 너무 깊어 무전해 니켈 코팅의 두께를 뚫고 침투할 수 있다. 이로 인해 코팅 기공이 발생하여 납땜성이 저하되고 구리 이동이 발생할 수 있다(그림 1).
견고한 ENIG 표면 마감을 위해 Ni-P 표면에서 과부식 반응을 억제하는 화학 및 공정을 설계하는 것이 필수적이다. 또한 니켈-주석의 금속간화합물로 구성된 솔더 조인트는 ENIG 화학에 따라 취성 솔더 조인트 파손이 발생하기 쉬운 것으로 간주될 수 있다.[1] 개발된 새로운 ENIG는 Ni-P와 금 계면에 베리어 층을 포함하여 매우 높은 내식성(블랙 패드 결함 제거)과 원하는 연성 거동을 보이고 취성 파손이 발생하지 않는 견고한 솔더 조인트를 제공한다. 계면 나노 엔지니어링 접근 방식(베리어 층 포함)을 사용하여 블랙 패드를 성공적으로 제거하고 견고한 솔더 조인트를 달성했다. 새로운 침지 금 화학은 현재 시중에서 판매되는 대부분의 ENIG 마감과 달리 시안화물이 없었다(친환경적).
나노 공학 샘플(새로운 ENIG)과 기존 ENIG 샘플의 분석 비교
SEM 이미지 분석(SEM Imaging)
Ni-P 표면과 나노 공학 처리된 Ni-P 표면의 미세 구조를 주사 전자 현미경(SEM)으로 평가하였다. 분석의 목표는 Ni-P 표면을 나노 공학 처리한 후의 미세 구조 평탄화를 평가하고 각 표면 처리를 평가하는 것이었다. SEM 이미지 분석은 Ni-P 도금 샘플과 나노 공학 처리된 Ni-P 샘플(새로운 ENIG)에 대해 실시되었다.
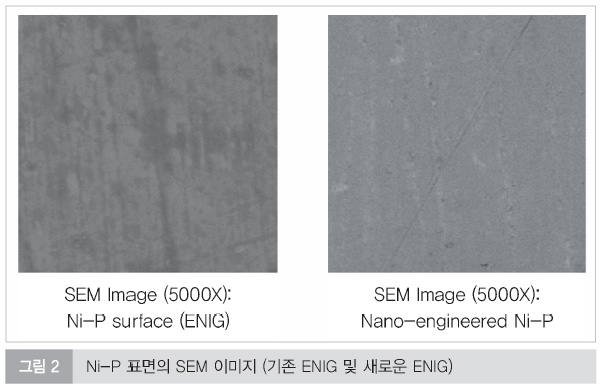
SEM 이미지(그림 2)는 Ni-P 표면과 나노 공학 처리된 Ni-P 표면(새로운 ENIG)을 보여준다. SEM 이미지에서 볼 수 있듯이 순수 Ni-P 표면은 매우 비(非) 균일한 다발성 피트(Multiple Pits)와 검은 영역을 보여준다. 그러나 나노 공학 처리된(차단층 포함) Ni-P 표면(새로운 ENIG)은 어떠한 검은 영역이나 피트도 보여주지 않고 매우 매끄럽고 균일하게 보인다.
무전해 Ni-P 표면의 조도계 분석 (Profilometer analysis)
표면 평탄도(불균일도)를 측정하고 평가하기 위해 조도계를 사용하여 표면 거칠기 측정을 수행하였다. 조도계 분석은 표면 거칠기(Ra 및 RMS)의 정량적 측정값을 제공하였으며 깊은 틈(deep crevices)과 입계(Intergranular Boundaries)의 존재를 평가하는 데 도움을 주었다. 나노 공학 처리된 Ni-P 표면(새로운 ENIG)과 순수 Ni-P 표면(기존 ENIG) 모두 조도계를 사용하여 평가되었다.
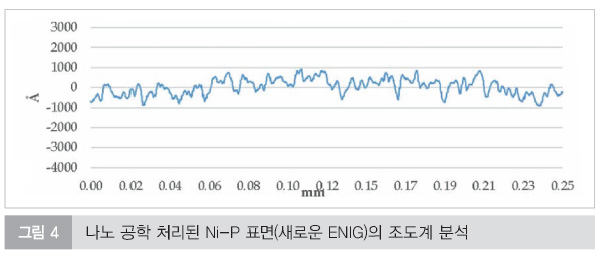
기존(ENIG) 샘플(순수)의 조도계 분석 : 구리 표면의 무전해 Ni-P 층 - 기존 Ni-P 샘플의 표면 거칠기(그림 3 참조)는 Ra 1000 Å 및 RMS 1244.794였다. 구리 표면의 무전해 Ni-P 층에 나노 공학 처리를 포함한 나노 공학 Ni-P 샘플(새로운 ENIG)의 조도계 분석 결과, 나노 공학 샘플의 표면 거칠기(그림 4 참조)는 Ra 480 Å 및 RMS 541에 도달하였다.
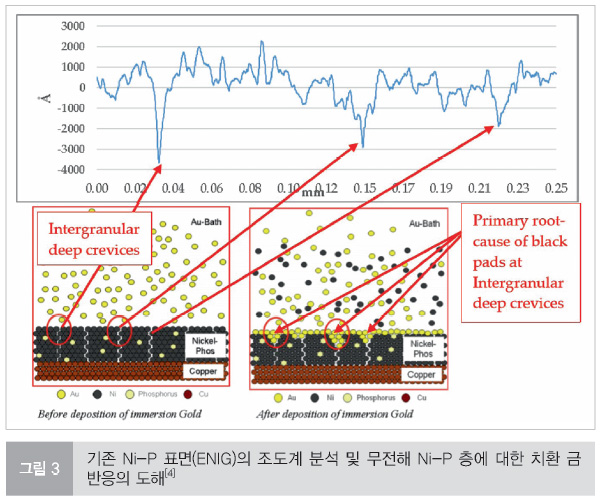
이 분석에서 유추할 수 있듯이, 나노 공학 샘플 표면은 기존 샘플에 비해 훨씬 매끄러운 지형을 보여준다(기존 샘플에 비해 나노 공학 샘플의 표면 거칠기 Ra 및 RMS가 훨씬 낮음). 기존 샘플의 분석은 또한 업계 깊은 틈의 존재를 보여준다. 이 분석은 Ni-P층에 대한 나노 공학 처리(차단층 포함)가 지형을 매끄럽게 하고, 블랙 패드 결함의 주요 근본 원인인 침지 금 공정 중 금의 잠재적 공격으로부터 깊은 틈을 보호하는 데 도움이 됨을 시사한다.
전기화학적 부식 테스트 (Electrochemical corrosion tests)
전기화학적 설비를 이용한 동전위 분극 시험(Potentiodynamic Polarization)을 사용하여 Ni-P 표면의 부식 저항성을 정량적으로 측정하였다. 전기화학적 분극 테스트(Electrochemical polarization testing)는 양극 및 음극 동전위 분극 곡선을 기록함으로써 수행되었다. Ni-P에 대한 나노 공학의 부동태화 경향과 같은 조사가 평가되었으며 그 효과가 처리되지 않은 기존 Ni-P 샘플과 비교되었다. 이러한 측정값은 수용액 환경에서 나노 공학 처리된(새로운 ENIG) 샘플 및 처리되지 않은 Ni-P 샘플의 Ecorr 및 icorr(부식 전위 및 부식 전류)와 같은 부식 특성을 결정하는 데 사용되었다. 이러한 특성들을 나노 공학 처리된(새로운 ENIG) 샘플과 처리되지 않은 샘플(기존 ENIG) 간에 비교하고 부식 억제 효율을 바탕으로 평가하였다.
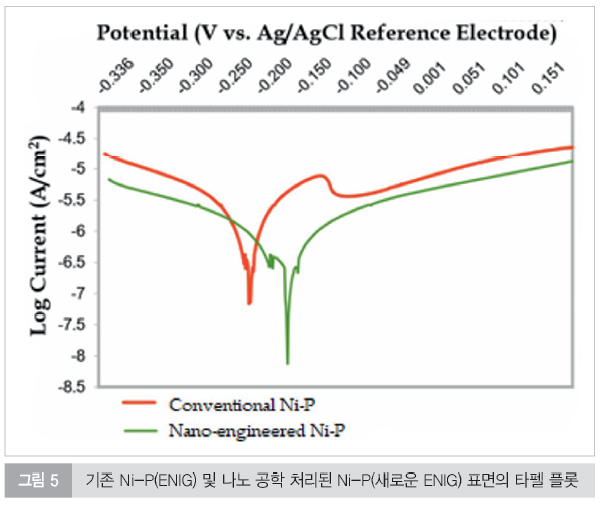
나노 공학 처리된(새로운 ENIG) 및 처리되지 않은 Ni-P 샘플의 부식 매개변수는 7% NaCl 용액에서의 동전위 분극 테스트를 사용하여 평가되었다. 이 테스트는 전위차계를 사용하여 개방 회로 전위 대비 -400mV에서 +200mV까지 약 1mV/sec의 스캔 속도로 전위를 변화시키면서 수행되었다. 기준 전극으로는 Ag/AgCl 전극을 사용했다. 타펠 플롯(Tafel plots, 그림 5 참조)을 얻고 Ecorr 및 icorr 값을 도출했다. 표 1에는 처리된 시료와 처리되지 않은 시료의 Ecorr 및 icorr 값이 나와 있다.
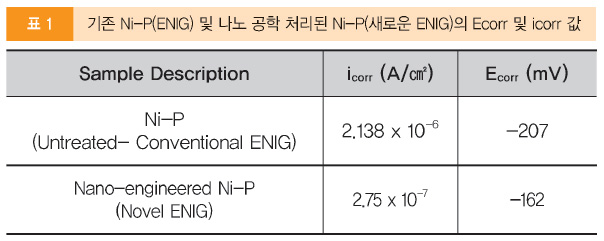
처리된 샘플의 Ecorr은 증착된 Ni-P(처리되지 않은) 샘플에 비해 양(+)의 방향으로 약 45mV 이동한다. 처리된 Ni-P 샘플의 icorr은 8~10배 하락하였으며, 이는 나노 공학 처리(차단층 포함)가 부식 전류(icorr)를 극적으로 낮추고 부식 저항성을 개선했음을 시사한다. 블랙 패드 메커니즘이 금에 의한 Ni(Ni-P)의 과활성 갈바닉 부식(hyper-active galvanic corrosion of Ni (Ni-P), 침지 금 공정)이기 때문에 이 데이터는 처리된 샘플의 개선된 블랙 패드 저항성과 상관관계가 있을 수 있다.
SEM-EDX 및 표면 거칠기(조도계) 분석 결과, 나노 공학 처리된(새로운 ENIG) 샘플은 기존 Ni-P 표면보다 더 매끄럽고 균일하게 보인다. 동전위 분극(전기화학적 설비) 테스트는 icorr이 10배 감소했다고 결론지었다. 이는 블랙 패드 관련 불량에 대한 저항이 약 10배 증가했음을 시사한다. 이러한 분석들은 나노 공학 처리된(새로운 ENIG) Ni-P 표면이 높은 부식 저항성을 가지고 있으며 전자 조립품에서 블랙 패드 관련 불량을 제거하는 데 도움이 될 것임을 시사한다.
솔더 조인트 평가 (Solder Joint Evaluation)
ENIG 표면 처리의 솔더 조인트 형성은 금 층이 솔더로 용해되고 니켈(나노 공학 처리된(새로운 ENIG) Ni-P 층)과 주석(솔더) 사이에 금속 간 화합물이 형성될 때 발생한다. 그러나 주석-니켈-인으로 구성된 금속 간 화합물 솔더 조인트는 불량한 ENIG 약품으로 인해 취성 솔더 조인트 파손에 취약할 수 있다.
나노 공학 Ni-P 층(새로운 ENIG)의 경우, 원하는 연성 솔더 조인트를 보장하기 위해 금속 간 화합물과 솔더 조인트의 신뢰성을 평가하는 것이 필수적이다. 이 분석에 사용된 솔더 볼 조성은 Sn96.5Ag3.0Cu0.5(SAC305)였으며 볼 직경은 0.6mm였다. 솔더 볼은 수용성 플럭스를 사용하여 더미 PCB의 새로운 ENIG/기존 ENIG 도금 구리 패드 위에 조립되었으며, 이후 IR 리플로우 오븐(피크 온도 약 255℃)에서 리플로우되었다. 샘플은 다중 리플로우(최대 6회 리플로우 사이클)를 포함한 열적 공정을 거쳤다.
단면 및 SEM-EDX 분석
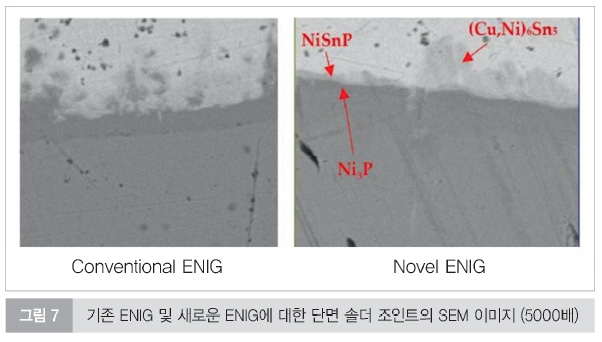
새로운 ENIG 샘플과의 솔더 조인트 형성은 기존 ENIG(순수 Ni-P 상의 금) 샘플과 함께 SEM-EDX를 사용하여 금속 간 화합물 미세 구조를 평가하기 위해 단면 절단을 함으로써 수행되었다. 솔더와 나노 공학 처리된(새로운 ENIG) Ni-P 층 사이의 계면 반응을 확인하기 위해 상세한 미세 구조 평가가 수행되었으며, 다중 리플로우 사이클 후의 다양한 금속 간 화합물 상의 형성과 니켈 두께 저하를 분석하였다.
그림 7의 SEM 이미지에서 볼 수 있듯이, 차단층이 포함된 샘플(새로운 ENIG)에서는 니켈 원자 확산을 방지하는 차단층의 존재로 인해 Ni3P 및 NiSnP 층이 더 뚜렷하고 콤팩트하다. 그러나 기존 ENIG의 경우, Ni3P 및 NiSnP 층이 모두 산란/확산되어 있으며 더 두꺼운 두께를 가진다. 이러한 더 두꺼운 층들(Ni3P 및 NiSnP)은 커켄달 보이드(Kirkendall voids)를 가질 수 있으며 응력이 가해질 때 가장 약한 연결부에 응력이 집중된다. 보이드들이 합쳐지고 균열이 형성/전파되어 취성 솔더 조인트 파손으로 이어진다.[1]
솔더 조인트의 기계적 테스트(처리 전)
다중 리플로우 사이클(6회 리플로우 사이클) 후 SAC305 솔더와 함께 나노 공학 처리된(새로운 ENIG) 및 기존 ENIG 표면 처리를 사용하여 솔더 조인트 신뢰성을 평가하기 위해 볼 전단 시험(Ball Shear Test)과 콜드 볼 풀 시험(Cold Ball Pull Test)이 수행되었다. 이러한 기계적 테스트 중에 불량이 어디에서 발생하는지 이해하기 위해 불량 모드 평가가 수행되었다.
볼 전단 시험은 제3의 공인 테스트 실험실에서 0.5mm/sec의 볼 전단 테스트 속도를 사용하여 JESD22-B117에 따라 수행되었다. 분석된 테스트 샘플에 사용된 솔더 볼은 무연 솔더(SAC305)였다.
볼 파손을 유도하는 데 필요한 힘은 기존 ENIG의 경우 평균 944그램인 것에 비해 새로운 ENIG의 경우 평균 1400그램이었다.
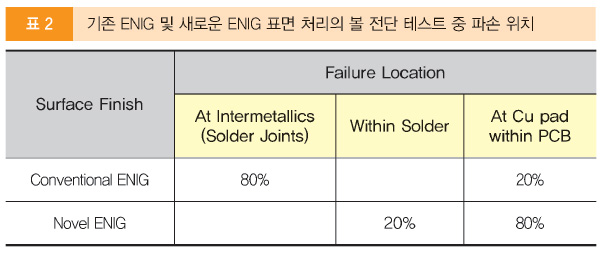
기존 ENIG에 비해 새로운 ENIG에서 볼 파손(전단)을 발생시키는 데 약 48% 더 많은 힘이 요구되었다. 표 2에 나타난 바와 같이, 기존 ENIG의 경우 불량의 80%가 금속 간 화합물에서 발생한 반면, 새로운 ENIG의 경우 금속 간 화합물에서의 불량은 전혀(0%) 없었다. 새로운 ENIG 마감과 관련된 취성 솔더 조인트 파손은 없었다.
볼 풀 테스트는 제3의 공인 테스트 실험실에서 10mm/sec의 볼 풀 테스트 속도를 사용하여 JESD22-B115에 따라 수행되었다. 분석된 샘플에 사용된 솔더 볼은 무연 솔더(SAC305)였다.
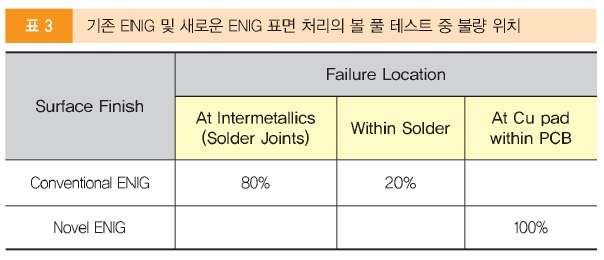
볼 파손을 만드는 데 필요한 힘은 기존 ENIG 마감의 경우 평균 1698그램인 것에 비해 새로운 ENIG의 경우 평균 2717그램이었다. 기존 ENIG에 비해 새로운 ENIG에서 볼 불량(풀)을 발생시키는 데 약 60% 더 많은 힘이 요구되었다. 표 3에 나타난 바와 같이, 기존 ENIG의 경우 불량의 80%가 금속 간 화합물에서 발생한 반면, 새로운 ENIG의 경우 금속 간 화합물에서의 불량은 전혀(0%) 없었다. 새로운 ENIG 마감과 관련된 취성 솔더 조인트 파손은 없었다.
새로운 ENIG의 장기 신뢰성(처리 후)
새로운 ENIG를 포함하는 솔더 조립품은 노화 및 솔더 조인트의 장기 신뢰성을 평가하기 위해 솔더 조인트(금속 간 화합물)의 연장된 열 노출과 솔더 볼 풀 테스트 및 볼 전단 테스트 수행을 포함하는 추가적인 신뢰성 테스트 및 분석을 거쳤다. 기판의 절반은 150℃에서 500시간 동안 노출되었으며 나머지 절반은 150℃에서 1000시간 동안 노출되었다. 볼 풀 테스트 및 전단 테스트는 500시간 및 1000시간의 노출 후에 수행되었다. 볼 풀 테스트는 JESD22-B115에 따라, 볼 전단 테스트는 JESD22-B117에 따라 제3의 공인 실험실에 의해 수행되었다.
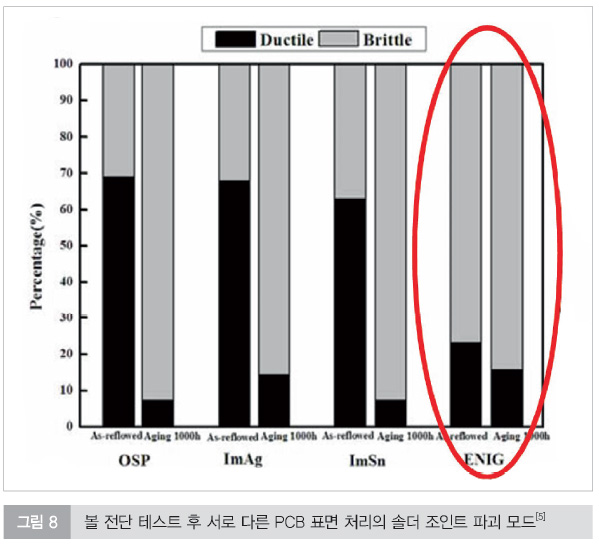
아래는 솔더 조인트의 취성 특성을 보여주는 기발표된 과학 연구의 몇 가지 참조 데이터이다. 그림 8는 리플로우된 상태와 노화(150℃에서 1000시간) 후의 Ni-Sn(ENIG) 금속 간 화합물 기반 솔더 조인트를 보여준다. 그림 8의 빨간색 타원에서 볼 수 있듯이, 전단 테스트 후 취성 파손이 주요 불량 모드이다.
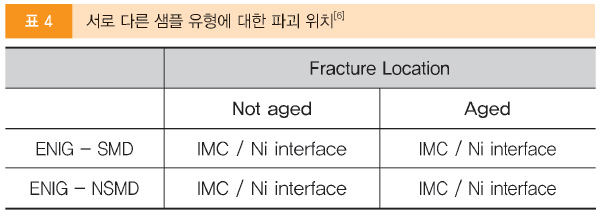
다른 발표된 연구(표 4)에서는 두 가지 종류의 Ni-Sn 기반 금속 간 화합물(ENIG)이 리플로우 직후(시효 처리 전)와 시효 처리 후(150℃에서 1000시간) 전단 및 인장 시험 중 금속 간 화합물/솔더 접합부에서 파손(취성)을 보이는 것으로 나타났다. 참고로, IMC는 금속 간 화합물(솔더 조인트)을 의미한다.
또 다른 연구에서는 5회 리플로우 사이클 후 Ni-Sn 기반 솔더 조인트에 대한 콜드 볼 풀 테스트 중의 금속 간 화합물 불량를 보여주었다(그림 9에서 파란색 타원으로 강조됨).
하부는 Ni-Sn(새로운 ENIG) 솔더 조인트가 포함된 솔더 조립품에 대해 제3의 공인 실험실에서 실시한 전단 테스트 및 풀 테스트 결과이다. 그림 10, 그림 11, 그림 12, 그림 13의 경우 불량 모드는 다음과 같다; 모드 1 - 솔더 볼 파괴, 모드 2 - PCB 패드 리프트/패드 크레이터, 모드 3 - 비젖음 불량, 모드 4 - 취성 금속 간 화합물 실패.
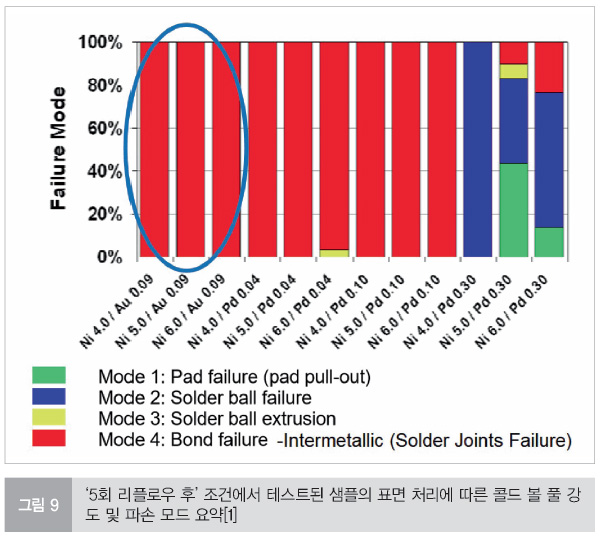
그림 10, 그림 11, 그림 12, 그림 13에서 볼 수 있듯이, 1, 3, 6회의 리플로우 사이클 후와 500시간 및 1000시간의 150℃ 노출 후에 어떠한 모드 4 불량(취성 솔더 조인트 실패)도 관찰되지 않았다.
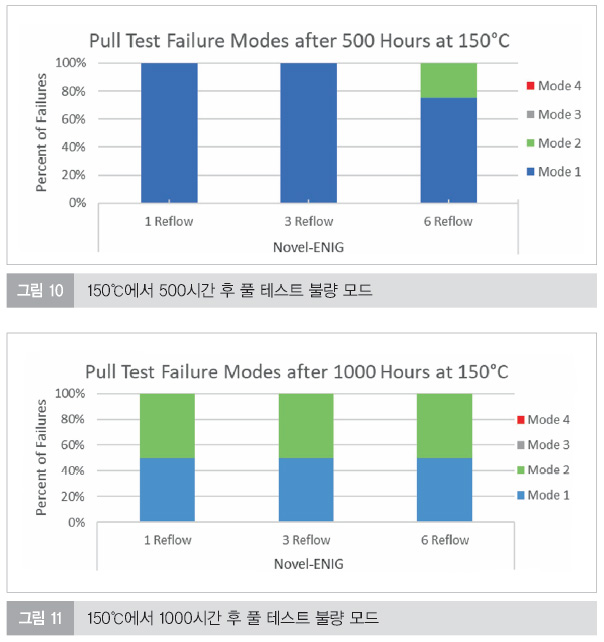
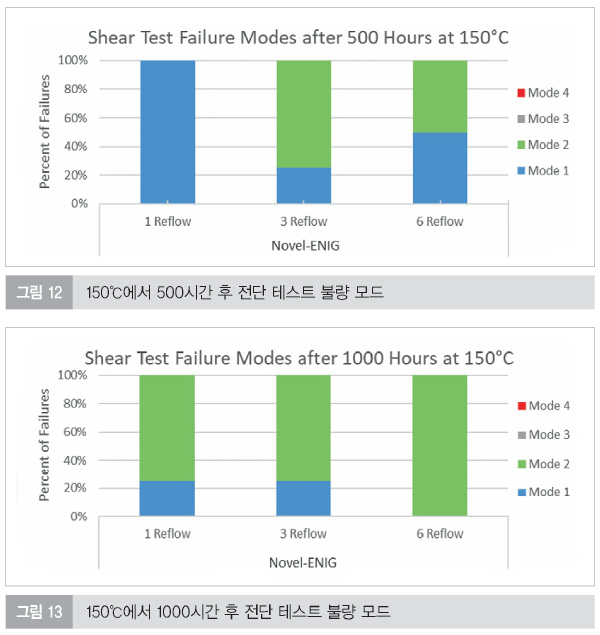
새로운 ENIG를 포함하는 솔더 조립품에 대한 장기 신뢰성 테스트 데이터는 새로운 ENIG 솔더 조인트가 500시간 및 1000시간의 처리(150℃ 열 노출) 후에도 견고한 거동(취성 실패 없음)을 보여줌을 시사하며, 이는 또한 전자 조립품에 대한 장기 신뢰성(피로 파괴 저항성)을 보장한다.
결론
물리적 금속 간 화합물의 구조를 평가한 단면/SEM 분석법을 사용하여 솔더 조인트를 평가하였다. 나노 공학 처리된(차단층 포함) Ni-P는 콤팩트하고 뚜렷한 Ni3P-NiSnP 상 층을 형성하여 견고한 솔더 조인트를 초래하였다. 반면 기존 ENIG는 확산된 금속 간 화합물과 해당 상들의 두꺼운 층을 가졌다.
솔더 볼 전단 테스트와 볼 풀 테스트 측면에서 기계적 테스트가 수행되었다. 기존 ENIG에 비해 새로운 ENIG에서 볼 불량(쉐어)을 발생시키는 데 약 48% 더 많은 힘이 요구되었다. 기존 ENIG의 경우 불량의 80%가 금속 간 화합물에서 발생한 반면, 새로운 ENIG 마감의 경우 금속 간 화합물에서의 불량은 전혀 없었다. 기존 ENIG에 비해 새로운 ENIG에서 볼 불량(풀)을 발생시키는 데 약 60% 더 많은 힘이 요구되었다. 기존 ENIG의 경우 불량의 80%가 금속 간 화합물에서 발생한 반면, 새로운 ENIG 마감의 경우 금속 간 화합물에서의 불량은 전혀(0%) 없었다. 또한 솔더 조인트의 노화 및 장기 신뢰성을 평가하기 위해 솔더 조립품을 연장된 열 노출에 처하게 하였다. 솔더링 작업 중 최대 6회의 리플로우 사이클과 최대 1000시간 동안 150℃ 온도에 노출되었던 솔더 조립품에 대한 볼 풀 테스트 및 볼 전단 테스트(JESD22-B115 및 JESD22-B117에 따름) 후 어떠한 취성 파손도 관찰되지 않았다. 단면/SEM을 이용한 금속 간 화합물의 물리적 평가와 기계적 테스트(솔더 볼 전단 테스트 및 볼 풀 테스트) 모두 콤팩트하고 뚜렷한 금속 간 화합물에 의한 견고한 솔더 조인트와 개선된 기계적 성능(더 높은 파괴 힘) 및 불량 위치(금속 간 화합물로부터 떨어짐)를 보여주었다.
동전위 분극 테스트(전기화학적 설비) 형태로 수행된 부식 테스트는 부식 전류 icorr이 10배 감소했음을 시사하였다. 이는 블랙 패드 관련 불량에 대한 저항이 약 10배 증가한 것과 상관관계가 있다. 이러한 분석들은 나노 공학 처리된(새로운 ENIG) Ni-P 표면이 전자 조립품에서 높은 블랙 패드 관련 불량 저항성을 가지고 있음을 보여준다.
블랙 패드 관련 불량을 제거하고 새로운 ENIG로 견고한 솔더 조인트를 보장하는 것은 다양한 산업 분야에서 전자 조립품의 개선된 신뢰성으로 이어지는 데 도움을 줄 수 있다. 새로운 ENIG는 Ni-P와 치환 금 계면에 차단층(나노 공학 처리됨)을 포함하며, 이는 Ni-P 계면의 평탄화, 부식 저항성을 증가시키는 표면 부동태화(블랙 패드 문제 제거에 도움)로 이어진다. 또한 차단층은 긴 열 노출(노화) 후에도 금속 간 화합물 두께를 최소화하고 Ni 원자 확산을 방지함으로써 견고한 솔더 조인트를 달성하는 데 도움을 준다. 이러한 이점들은 제조업체가 주요 불량과 그로 인한 결과를 피하는 데 도움을 줄 것이다.
Reference:
[1] Effect of Process Variations on Solder Joint Reliability for Nickel-based Surface Finishes, H. Roberts, et. al., SMTA China East- NEPCON Shanghai Conference Proceedings, April 2008.
[2] A Root Cause Failure Mechanism for Solder Joint Integrity of Electroless Nickel/Immersion Gold Surface Finishes, N. Biunno, et.al., SMTA Surface Finishes Forum Conference Proceedings, May 2000.
[3] The Root Cause of Black Pad Failure of Solder Joints with Failure of Solder Joints with Electroless Ni/Immersion Gold Plating, K. Zeng, et. al., pg. 75-79, JOM, June 2006.
[4] ENEP (Electroless Nickel Electroless Palladium) –A Cost-Effective Alternative for High Reliability Soldering Applications, Gustavo Ramos, et. al., iMAPS, Additional Conferences (Device Packaging, HiTEC, HiTEN, & CICMT) Volume 2010, pp. 002190-002224, January 2010. (https://doi.org/10.4071/2010DPC-tha22)
[5] Effect of PCB Surface Finishes on Lead-Free Solder Joints Reliability., Xu Zheng, et al., SMTA Journal, Volume 23 Issue 4, 2010.
[6] Impact of pad finish on mechanical shock resistance of lead-free solder joints tested under shear and in pull mode., Bart Vandevelde, et al., EMPC 2013, September 9 - 12, Grenoble; France. |






