블레이드 받음각 재설정을 통해 구현
페이스트 롤링 개선 효과
미세 피치 디바이스와 무연 공정으로 인한 오늘날의 생산 문제는 페이스트 롤 제어 개선을 위한 혁신적인 솔루션에 대한 열망을 강하게 하고 있다. 블레이드 코팅과 관련한 다양한 시도는 무연 공정의 페이스트 부족 문제를 최소화하는 효과를 원하는 수준까지 얻지 못했다. 페이스트 롤 제어와 함께 적어진 면적 비율의 홀에 안정적인 충진이 가능한 향상된 페이스트 증착은 단순한 요청 사항이 아니라 필연적인 요구 사항이 되었다. 프로파일 스퀴지 블레이드는 블레이드 면에서 위킹되는 페이스트의 질량을 제어하여 독특한 모양으로 페이스트 롤 제어 및 홀 충진의 역동성을 충족한다.
수 세기 동안 스퀴지 블레이드는 의류용 천에서부터 산업용 전자회로기판에 이르기까지 기판에 이미지를 전사하기 위한 목적으로, 스크린과 스텐실을 통해 점성 재료를 증착하는 많은 애플리케이션에서 사용되고 있다. 여러 번 검토된 블레이드 프린팅 메커니즘의 한 영역은 블레이드의 받음각(angle of attack of the blade)이다. 일반적으로 프린팅 품질과 효율성을 최적화하기 위해 45도에서 60도까지 테스트를 한다. 그러나 이는 일반적으로 충진 특성(45도)에서 프린트 정의(60도)에 이르기까지 절충안으로써 끝을 맺는다. 본고에서는 모든 유형의 스텐실 프린팅 프로세스에서 탁월한 프로세스 제어가 가능한 가상 다중 받음각을 생성하기 위해 최근에 개발된 프로파일형 스퀴지 블레이드의 혁신적인 성능을 제한할 것이다.
스퀴지는 프린팅 침전의 핵심 요소이다. 주요 목적은 스텐실에서 미리 규정된 이미지를 충진하기 위해 재료에 하방(下方)으로 힘을 가하는 것뿐만 아니라 스텐실을 따라 이동할 때 앞에 있는 프린트 매질의 체적을 관리하는 것이다. 스퀴지 블레이드의 다른 특성은 프린팅된 이미지의 균일한 지형을 생성하기 위해 스텐실의 표면을 닦는다는 것이다.
스퀴지 블레이드의 주요 속성은 다음과 같다.
스퀴지 블레이드는 스텐실에 대한 각도를 다양하게 가질 수 있다. 일반적인 각도는 45도 및 60도이다. 45도의 경우, 일반적으로 프린팅 매질에 강화된 하향력을 가하므로 이미지를 더 효율적으로 충진하지만, 효과적인 와이핑 작용이 부족하면 얼룩으로 인해 더 두꺼운 침전물이 남는다. 60도에서는 재료에 대한 하향력이 줄어듦으로 홀을 덜 효율적으로 채우는 경향이 있지만, 더 깨끗한 프린트 규정을 남기면서 증착을 전단한다.
폴리우레탄 소재의 쇼어 경도(Shore hardness) 혹은 스테인리스 스틸 소재의 두께는 일정 압력 하에서 블레이드가 구부러지는 현상을 초래하는 원인이 되기도 한다. 블레이드 받음각의 변화가 이유이다. 폴리 소재는 일반적으로 더 많은 준수사항이 필요한 메쉬 스크린에 사용되며, 금속 블레이드는 일반적으로 100% 오픈형 개구가 있는 스틸 호일에 사용된다.
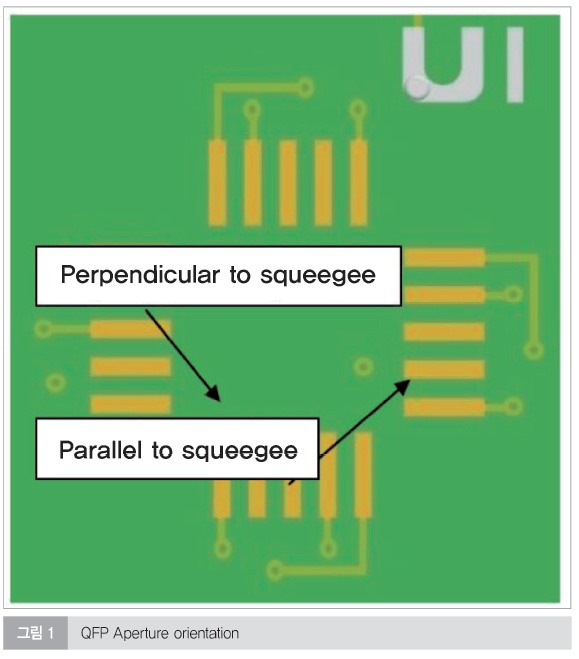
이 시스템은 스텐실을 가로질러 앞뒤 방향으로 움직이는 메커니즘으로 스퀴지를 운송한다. 캐리지 속도는 일관되고 균일한 증착을 제공하기 위해 다양한 프린팅 매질 속성을 수용하도록 설정된다. 캐리지 속도의 변화는 미세 및 초미세 피치 디바이스에 큰 영향을 미칠 수 있다. 예를 들어, 0.5mm 피치 QFP에 스퀴지 블레이드에 평행 및 수직인 홀이 동시에 존재해 있는 경우가 있다(그림 1 참조).
개구 사이즈는 일반적으로 1.5mm × 0.25mm, 프린트 속도는 25mm/S이다.
개구를 충진하는 데 걸리는 시간은 다음과 같다.
▶ 병렬 구조 = 10mS
▶ 수직 구조 = 60mS
▶ 6:1의 비율
나타나는 또 다른 현상은 프린팅 캐리지의 램프 업 및 램프 다운 속도이다. 짧은 프린팅 스트로크 및 빨라진 속도는 프린팅 스트로크의 양쪽 끝에 근접한 디바이스에 큰 영향을 줄 수 있다. 이것은 근거리에서 질량이 종단 속도로 이동하기 때문이다. 협소해진 보드, 더 빨라진 프린팅 속도 그리고 앞서 언급한 QFP 문제로 인해 부정확한 프린팅 속도를 보정하기 위해 더 빠른 동적 페이스트 롤링이 필요하다.
면적비 공식(IPC7525B)은 100% 개구 충진을 조건으로 가정하여 설정한다. 개구 충진은 스퀴지 유형(받음각, 블레이드 플렉스 등), 프린팅 속도 및 솔더 페이스트 성분 조합으로 이뤄진다. 효과적인 개구 충진에 관한 많은 실험이 발표되었지만, 스텐실에서 빠지기(release) 이전에 개구가 100% 충진되었는 지를 확인하는 작업은 일반적으로 정립되지 않았다. 스퀴지 받음각, 스퀴지 재료 유형, 에지 처리 및 초음파/진동 스퀴지와 같은 연구가 페이스트 증착/전사 효율을 향상시킨다는 가정하에 테스트하였다.
가장 일반적인 두 가지 블레이드 각도의 장점을 취합하여 60도 블레이드의 와이핑 동작과 45도 블레이드의 하향력을 담는 새로운 스퀴지를 설계하였다. ‘프로파일’ 블레이드가 그 결과이다. 프로파일 블레이드는 45도 블레이드처럼 거동하는 블레이드 면에 강화 몰드형으로 설계해 기본 60도 받음각을 가지고 있다. 이 조합은 60도의 와이핑 특성을 유지하면서 페이스트의 롤링 동작을 향상한다.
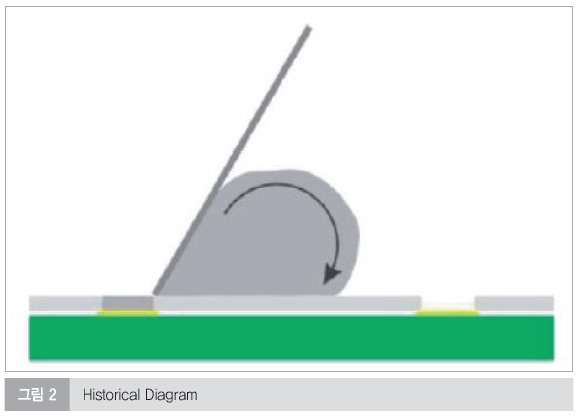
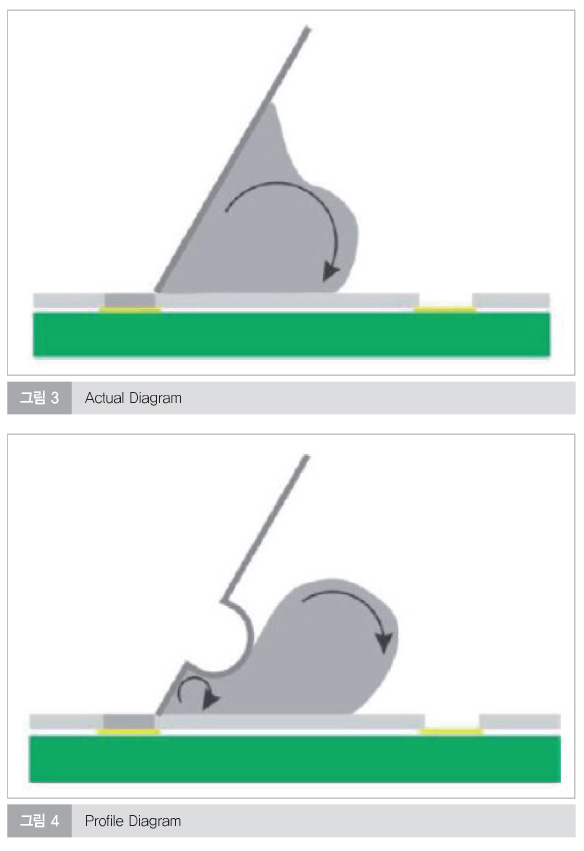
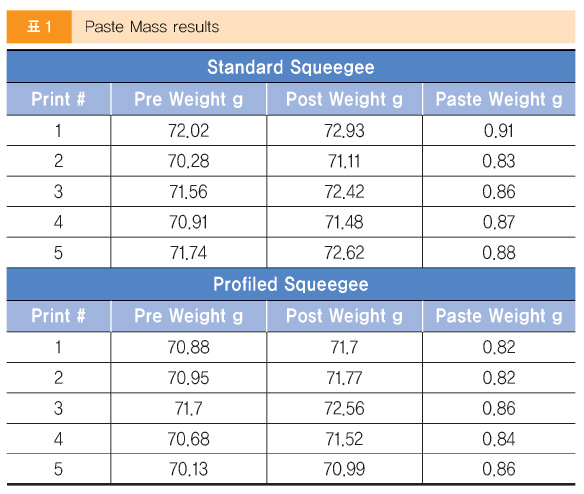
스퀴지에 대한 과거 힘 도표는 블레이드가 페이스트를 구멍으로 앞쪽과 아래쪽으로 밀어내는 것을 보여준다. 그림 2를 참고하면 된다. 실제로는 페이스트 롤링도 스퀴지 블레이드 위로 힘을 가하고 있다. 이 작업은 프린팅 스트로크 중에 스퀴지에 붙은 페이스트를 용이하게 할 수 있으며 스트로크가 완료되고 스텐실에서 들어 올려지면 남아 있다. 무연 페이스트는 일반적으로 페이스트가 효과적으로 롤링되고 스퀴지 표면에 달라붙는 것과 관련해서 더 많은 문제점이 있다. 이 현상은 페이스트 비드가 고갈되어 페이스트 롤링이 줄어들어 페이스트 침착이 불충분하게 될 수 있다. 그림 3을 참고하면 된다. 프로파일 블레이드는 페이스트 롤링의 힘을 다시 아래쪽으로 되돌려 페이스트 롤링을 향상시키고 홀 충진을 쉽게 한다. 그 결과 프린팅 속도가 빨라지고 전송 효율성이 향상될 수 있다. 그림 4를 참조하면 된다.
최근 프로파일 블레이드의 테스트를 수행했다. 문제를 일으키는 것으로 알려진 무연 페이스트를 사용하는 경우, 특히 첫 번째 보드가 프린팅 될 때 가동 중지 시간이 지난 후 페이스트 롤링이 감소함에 따라 문제가 발생한다. 표준 블레이드를 프로파일 블레이드로 교체하고 생산 공정을 사용하여 예비 테스트를 수행했다. 표준 블레이드로 5개의 보드를 프린팅하였고, 그 후에 프로파일 블레이드로 5개의 보드를 프린팅하였다. 프린팅된 페이스트의 무게를 결정하기 위해 프린팅 전과 후에 보드의 무게를 측정했다. 각 블레이드를 테스트하기 전에 스텐실을 청소하고 카트리지에서 새로운 솔더 페이스트를 디스펜싱했다.
표 1에 표시된 페이스트 중량에서 알 수 있듯이 기존 스퀴지를 사용한 첫 번째 및 다섯 번째 프린팅은 예상보다 높은 결과를 보여주었다. 이러한 이상 현상은 더 큰 애피쳐에 추가적인 페이스트를 떨어뜨리면서 나타난 페이스트 흔적 때문일 수 있다.
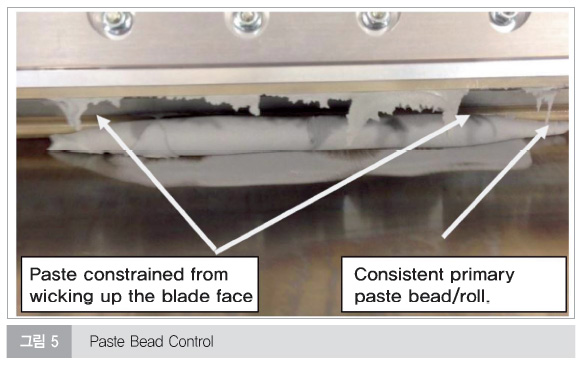
그림 5에서 볼 수 있듯이 페이스트 롤링은 특허 출원 중인 프로파일 블레이드에 의해 블레이드 면보다 앞쪽에 유지된다. 페이스트의 덩어리가 블레이드 전면보다 앞서 유지되는 동안 프로파일은 더 작은 영역으로 들어가고 일정한 비드 크기와 롤링 특성을 유지한다.
테스트 결과는 고무적이어서 생산 보드를 프린팅하기 위해 프로파일 블레이드를 프린터에 남겨두었다. 프린팅 스트로크 동안 페이스트 롤링을 관찰하면 표준 블레이드를 사용하여 롤링이 스텐실을 가로질러 미끄러지지만, 프로파일 블레이드를 사용하면 페이스트가 프린팅 스트로크와 함께 롤링된다. 스퀴지가 드웰 높이(dwell height)로 이동할 때 페이스트 롤링이 스텐실에 포함된다.
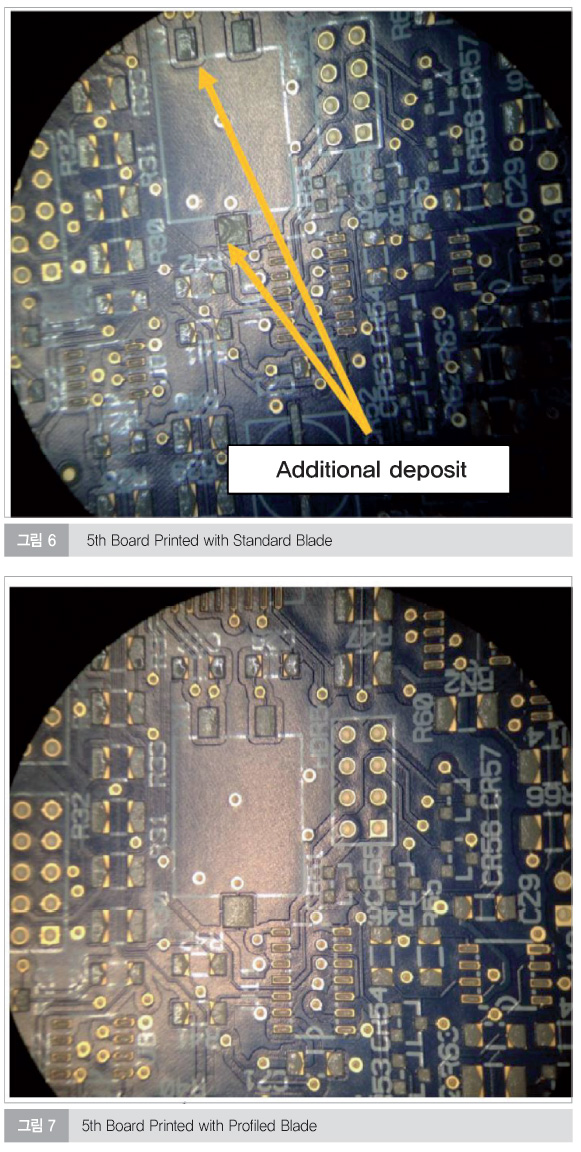
프린팅된 기판을 현미경으로 관찰한 결과, 유사한 프린팅 선명도가 나타났다. 표준 블레이드로 프린팅된 보드에서 발견된 하나의 이상한 점은 패드에 과도하게 큰 침전물을 나타내는 더 큰 패드이다. 이는 페이스트 트레일(paste trail) 현상이 원인일 수 있다. 블레이드 뒤에서 따라붙는 페이스트는 페이스트 라인을 남긴다. 흔적이 구멍 위에 있으면 침전물에 페이스트를 추가할 수 있다.
미세 피치 디바이스와 무연 공정으로 인한 오늘날의 생산 문제는 페이스트 롤 제어 개선을 위한 혁신적인 솔루션에 대한 열망을 강하게 하고 있다. 블레이드 코팅과 관련한 다양한 시도는 무연 공정의 페이스트 부족 문제를 최소화하는 효과를 원하는 수준까지 얻지 못했다. 페이스트 롤 제어와 함께 적어진 면적 비율의 홀에 안정적인 충진이 가능한 향상된 페이스트 증착은 단순한 요청 사항이 아니라 필연적인 요구 사항이 되었다. 프로파일 스퀴지 블레이드는 블레이드 면에서 위킹되는 페이스트의 질량을 제어하여 독특한 모양으로 페이스트 롤 제어 및 홀 충진의 역동성을 충족한다. 페이스트 질량 제어와 함께 독특한 프로파일 디자인은 페이스트를 프로파일 하에서 더 작은 비드로 통과하게 하여 국부적으로 제어된 페이스트 흐름을 생성한다.
REFERENCES
1. George Babka, Scott Zerkle, Frank Andres, et. al. “A New Angle on Printing.” Global SMT & Packaging February, 2009: pp. 36-39. 2. Rita Mohanty, Bill Claiborne, Frank Andres, “Effect Of Squeegee Blade On Solder Paste Print Quality”, www.speedlinetech.com