테스트를 통해 각 파라미터의 영향 확인
디스펜싱 높이, 라인 너비 등의 파라미터 조합이 필요
테스트에서는 의도적으로 한 번에 하나의 파라미터만 변경했다. 여러 설정이 변경되었으면 라인 너비와 도트 크기에 미치는 영향이 잠재적으로 더 커졌을 것이다. 테스트에서는 각 파라미터에 하나의 보드만을 적용하였다. RPM과 압력 파라미터는 다른 모든 변수가 일정하게 유지될 때, 최종적으로 측정된 라인 너비 또는 도트 지름에 큰 변화를 주지 않았다. 디스펜싱 높이는 미세하게 측정된 라인 또는 도트 직경에 더 많은 영향을 미쳤다. 디스펜싱 높이가 높아질수록 기판 표면에서 니들이 멀어지기에 페이스트가 반복 가능한 도트 또는 라인을 생성하기가 더 어려웠다. 그 때문에 도트 품질/반복성 또는 라인 품질이 하락했다.
요약
표면 실장 및 MEMS 리드-어테치 기술의 소형화가 급속히 진행됨에 따라, 칩 커패시터 또는 BGA 패키지를 포함한 초미세 도트 애플리케이션에 솔더페이스트를 디스펜싱하는 작업과 MEMS 리드(lid)-어테치 애플리케이션의 초미세 라인으로 디스펜싱하는 공정이 점점 더 어려워지고 있다. 솔더페이스트를 디스펜싱하는 동안에 초미세 도트와 미세한 라인 너비를 달성하기 위해서는 솔더 재료와 디스펜싱 장비 모두에서 최적화 작업이 필요하다. 장비를 최적화하는 작업은 매우 어렵다. 솔더페이스트의 디스펜싱 품질에 영향을 미칠 수 있는 많은 입력 변수가 존재하기 때문이다. 본 고에서는 솔더페이스트 디스펜싱 프로세스와 관련된 장비의 많은 변수와 이러한 변수가 솔더페이스트 디스펜싱 품질에 어떠한 영향을 미치는지 평가할 것이다.
서문
퍼스널 전자기기용 표면실장기술의 지속적인 소형화는 해당 애플리케이션에서 허용되는 초미세 솔더페이스트 도포 수준으로 프린트하기 어렵게 만들고 있다. 디스펜싱은 초미세한 솔더페이스트 증착물을 생성하기 위해 점점 더 많이 사용되는 옵션이 되고 있다. 그러나 칩 커패시터, BGA 패키지 및 MEMS 리드 어테치와 같은 애플리케이션용으로 솔더페이스트를 디스펜싱하는 것은 여전히 어려운 일이다. 미세한 도트 혹은 선이 부적절하게 디스펜싱되면, 장비 가동 중지 시간 및 재작업 비용과 같은 심각한 문제가 제조라인에 더해질 수 있다. 따라서 미세한 도트 및 라인 애플리케이션에 최적화된 디스펜싱 프로세스를 구축하고 있는 것이 매우 중요하다. 본 고에서는 솔더페이스트로 초미세한 도트 및 라인을 구현하는 데 사용할 수 있는 장비 변수를 보여주는 결과들을 설명한다.
장비 파라미터
연구된 변수에는 오거(auger) 디스펜스 대 시간-압력(time/pressure) 디스펜스, RPM, 라인 너비/도트 크기, 디스펜싱 높이 및 적용 압력을 포함한 장비 하드웨어 측면과 입력 파라미터 모두를 포함하였다.
디스펜싱 하드웨어 타입
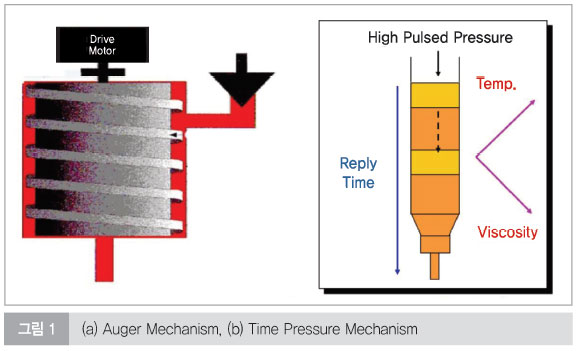
이 테스트에서는 오거 메커니즘(Archimedes 밸브)과 시간-압력(그림 1 참조)의 두 가지 유형의 디스펜싱 메커니즘을 사용하였다. 오거 메커니즘(그림 1의 (a))은 서보 전기 모터로 구동되는 아르키메데스 나사로 구성된 메커니즘이다. 오거 메커니즘은 나사의 속도와 자체 나사산의 피치/깊이를 변경하여 조정할 수 있다. 페이스트는 일정한 저압 하에서 주사기에서 나사로 공급된다. 시간-압력 메커니즘(그림 1의 (b))은 펄스 공기를 사용하여 솔더페이스트 주사기의 니들 밖으로 피스톤을 밀어내는 메커니즘이다.
RPM
RPM(분당 회전 수)은 오거 메커니즘에만 적용되며 오거 나사가 회전하는 속도이다.
라인 너비/도트 크기
라인
오거 메커니즘의 경우, 라인 너비는 보드 표면을 통과하는 니들의 X/Y 밀리미터 당 오거 나사의 회전 정도의 수를 나타낸다. 시간-압력 디스펜싱의 경우, 라인 너비는 기판 표면을 통과하는 니들 X/Y의 밀리미터 당 밀리세컨드(millisecond)의 수이다. 설비 소프트웨어에 라인 너비를 넓게 입력하여 솔더페이스트 체적을 늘림으로써 더 길거나 혹은 더 넓은 선을 생성할 수 있다.
도트
설비 소프트웨어에 입력된 도트 크기는 오거 메커니즘의 경우에는 오거 나사의 회전 정도의 수이다. 시간-압력 메커니즘의 경우, 도트 크기는 정해진 시간에 공급된 압력의 밀리세컨드의 수이다.
디스펜싱 높이
설비 소프트웨어의 디스펜싱 높이 입력은 니들이 해당 보드 표면으로부터 재료가 디스펜싱되었을 때의 높이이다.
공급 압력
공급 압력은 주사기 내의 피스톤에 의해 가해지는 압력의 양이다.
실험 설계(DOE)
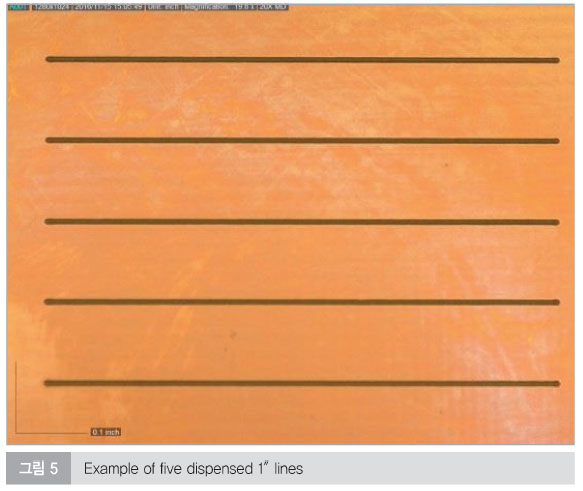
이번 실험에서는 앞서 언급한 5가지 변수에 초점을 뒀다. 장비 변수가 초점이므로 모든 테스트에서 솔더페이스트를 일정하게 유지하였다. 95Sn/5Ag 합금, Type 6-SG 파우더 메쉬 크기의 무세척 무할로겐 페이스트를 사용했다. 그림 2에서 보이는 바와 같이, 베어 구리 OSP FR-4 보드(210 × 155mm)가 모든 테스트에 사용되었다. 모든 테스트에 사용된 디스펜싱 니들도 일정하게 하였으며, 그림 3과 같이 30 게이지 세라믹 니들(30 gauge ceramic needle)을 사용했다. 오거 디스펜스의 경우, 1.575mm(0.062″) 외경의 초경량 절단 리드 스크류가 그림 4와 같이 독점적으로 사용되었다.
라인
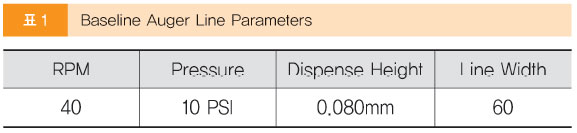
라인 디스펜싱의 경우, line-to-line 일관성을 평가하기 위해 25.4mm(1″) 라인을 적용하였다. 오거 및 시간-압력 디스펜싱 메커니즘 모두의 경우에 동일하게 적용하였다. 테스트의 예는 그림 5에 나와 있다.
오거
오거의 경우, 측정된 라인 너비에 미치는 영향을 확인하기 위해 파라미터 값을 서로 다른 4개로 변경하였다. 이러한 파라미터에는 RPM, 공급 압력, 디스펜싱 높이 그리고 라인 너비를 포함하였다. 이 테스트의 경우, 우수한 라인을 생성하는 최적의 파라미터를 결정하고, 이러한 설정을 테스트 전반에 걸쳐 기준점으로 사용하였다. 오거의 경우, 기준 파라미터를 표 1에 기술하였다.
RPM 항목에서는, 파라미터를 10 RPM에서 50 RPM으로 변경하였다. 압력 항목에서는, 파라미터를 2 PSI에서 18 PSI로 바꿨다. 디스펜싱 높이의 파라미터는 0.050mm에서 0.160mm로, 라인 너비는 20에서 100으로 파라미터 값을 수정하였다. 각 파라미터가 변경될 때 나머지 파라미터는 일정하게 유지하였고, 기준 파라미터를 적용하였다.
시간-압력
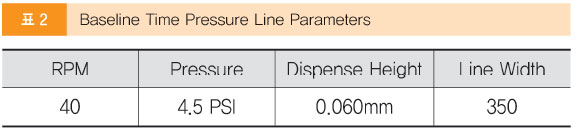
시간-압력의 경우, 측정된 라인 너비에 미치는 영향을 확인하기 위해 서로 다른 2개의 파라미터 값을 적용하였다. 이러한 파라미터에는 디스펜싱 높이와 라인 너비를 포함하였다. 이 테스트의 경우, 라인의 최종 너비와 일관성에 기반을 둔 최적의 기준 라인으로 개선하였다. 시간-압력의 기준 파라미터가 표 2에 나와 있다.
디스펜싱 높이의 파라미터를 0.050mm에서 0.160mm로 변경했으며, 라인 너비의 경우에는 250에서 650으로 파라미터를 바꿨다.
도트
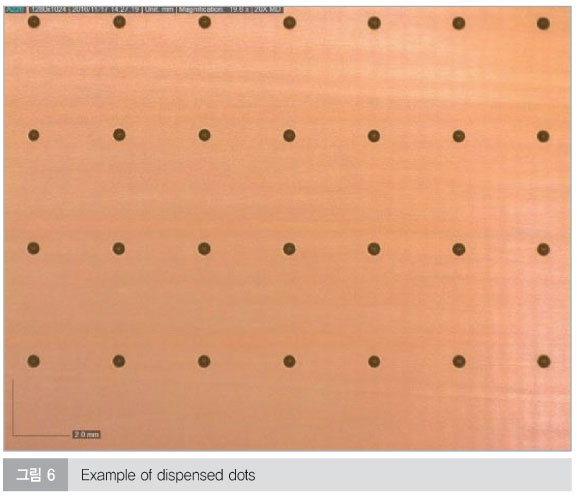
도트 디스펜싱의 경우, 일관성을 평가하기 위해 1,800 도트로 디스펜싱하였다. 오거 및 시간-압력 디스펜싱 메커니즘 양쪽에 동일하게 적용하였다. 테스트의 예는 그림 6에 나와 있다.
오거
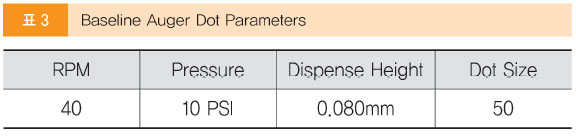
오거의 경우, 측정된 도트 직경에 미치는 영향을 확인하기 위해 4개의 파라미터 값을 변경하였다. 파라미터에는 RPM, 공급 압력, 디스펜싱 높이 및 도트 크기를 포함하였다. 이 테스트에서 최적의 최종 도트 직경과 일관성에 기반을 둔 기준점 도트로 개선하였다. 오거의 기준점 파라미터는 표 3에 나와 있다.
RPM 파라미터는 10 RPM에서 90 RPM으로, 압력 파라미터는 2 PSI에서 18 PSI로 변경하였다. 디스펜싱 높이의 파라미터는 0.050mm에서 0.160mm로, 도트 크기는 10에서 90으로 파라미터를 수정하였다. 각 파라미터가 변경될 때, 나머지 파라미터는 일정하게 유지하였고, 기준점 파라미터를 적용하였다.
시간-압력
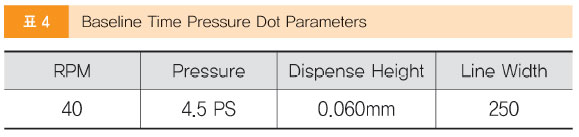
시간-압력의 경우, 측정된 도트 직경에 미치는 영향을 확인하기 위해 2개의 서로 다른 파라미터를 입력하였다. 디스펜싱 높이와 도트 크기를 포함하였다. 이 테스트에서 최적의 최종 도트 직경과 일관성에 기반을 둔 기준점 도트로 개선하였다. 시간-압력의 기준점 파라미터는 표 4에 나와 있다.
디스펜싱 높이의 파라미터를 0.050mm에서 0.160mm로, 도트 크기의 파라미터를 175에서 400으로 변경하였다. 각 파라미터가 변경될 때 나머지 파라미터는 일정하게 유지하였고, 기준 파라미터를 사용하였다.
테스트 결과
실시한 테스트에서 측정된 데이터에서 다음의 결과를 얻을 수 있었다.
오거
라인
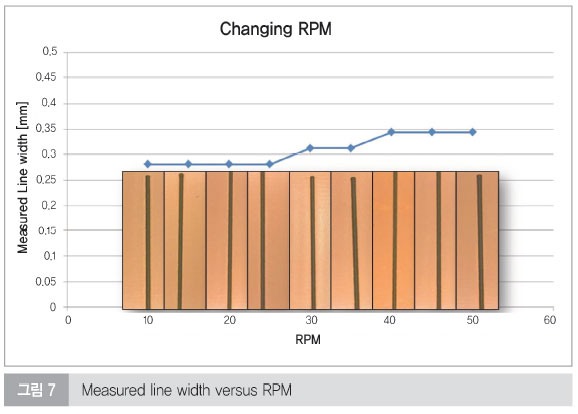
오거의 경우, RPM이 변경된 디스펜싱 라인에 대한 결과가 그림 7에 나와 있다. RPM이 증가했을 때 측정된 라인 너비가 약간 증가한 것으로 나타났지만 큰 변화는 아니었다. 이는 다른 모든 파라미터가 일정하게 유지될 때 RPM이 최종적으로 측정된 라인 너비에 큰 변화를 주지 않는다고 볼 수 있다.
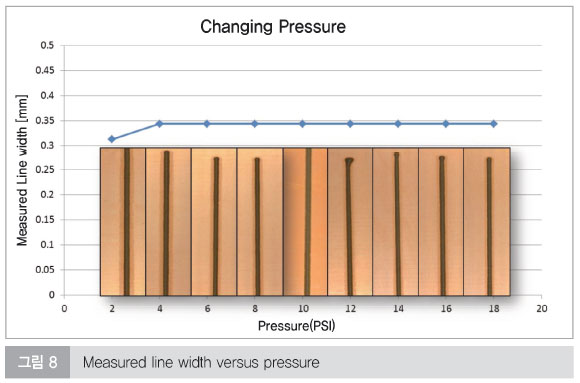
오거의 경우, 압력 변화에 따른 디스펜싱 라인의 결과를 그림 8에서 보여주고 있다. 압력이 증가하고 다른 모든 변수가 일정하게 유지될 때 측정된 라인 너비에는 큰 변화가 없었다. 그러나 압력이 더 늘어나면, 너무 많은 페이스트가 오거와 미세 게이지 니들에 몰려들어서 막힘 현상이 발생했을 것이다. 16 PSI에서 약간의 막힘 현상이 이미 나타났다.
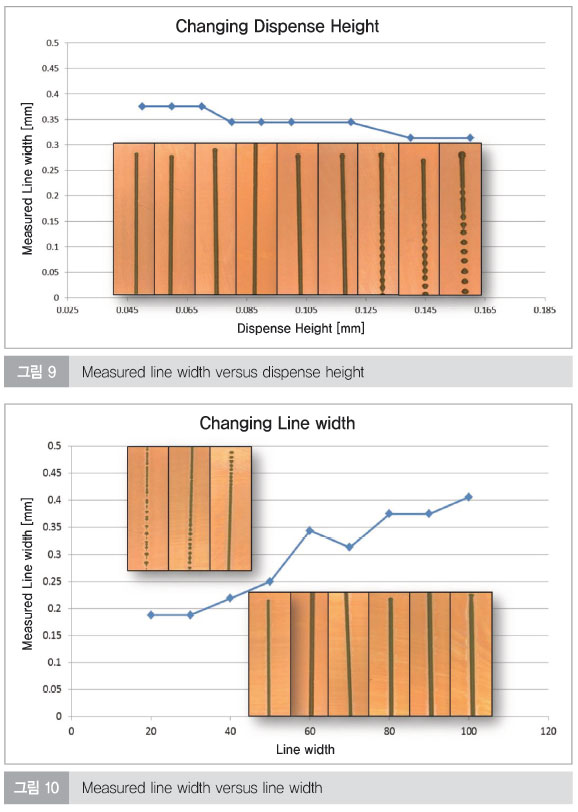
오거의 경우, 디스펜싱 높이에 따른 디스펜싱 라인의 결과를 그림 9에서 보여주고 있다. 측정된 라인 너비에서는 디스펜싱 높이가 높아졌을 때 라인 너비에 큰 변화가 없었지만, 라인 품질에는 큰 영향을 미쳤음을 나타내고 있다. 디스펜싱 높이가 높아지면 보드 표면에서 멀어지기에 라인의 품질이 떨어진다. 페이스트를 일정하고 일관된 라인으로 생성하기가 더 어려워진다.
오거의 경우, 라인 너비 변경에 따른 디스펜싱 라인의 결과를 그림 10에서 나타내고 있다. 라인 너비의 변경은 측정된 라인 너비와 라인의 품질에 상당한 영향을 미쳤음을 보여주고 있다. 라인 너비가 좁을수록 디스펜싱되는 페이스트의 양이 줄어들어 일관되지 않은 라인이 생성되었다. 또한 디스펜싱 너비 수가 많아질수록 더 많은 페이스트가 공급됨에 따라 더 넓어진 라인 너비를 생성한다는 점을 알 수 있었다.
도트
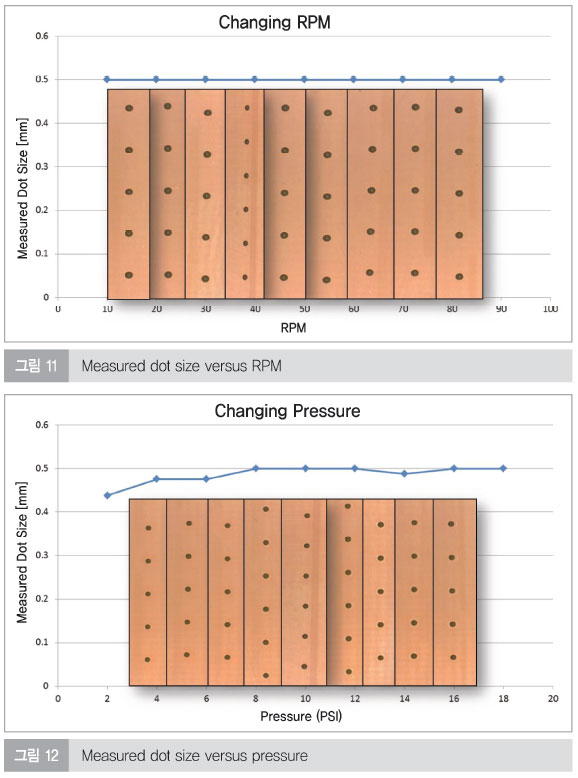
오거의 경우, RPM 변경에 따른 디스펜싱 도트의 결과가 그림 11에 나와 있다. 측정된 도트 크기에서는 RPM이 증가해도 큰 영향을 받지 않았다. 이는 다른 모든 변수가 일정하게 유지될 때 RPM이 최종적으로 측정된 도트 크기에 큰 변화를 주지 않음을 의미한다.
오거의 경우, 압력 변화에 따른 디스펜싱된 도트의 결과가 그림 12에 나와 있다. 측정된 도트 크기에서는 다른 모든 변수가 일정하게 유지될 때 압력이 증가했음에도 큰 변화가 없음을 보여주었다. 그러나 압력이 더 세지면 너무 많은 페이스트가 오거와 미세 게이지 니들에 몰려들어서 막힘 현상이 발생했을 것이다.
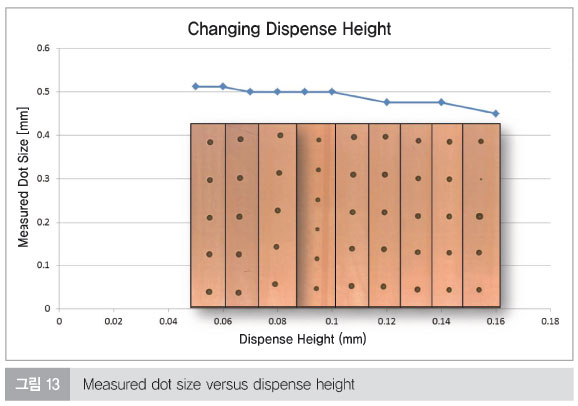
오거의 경우, 디스펜싱 높이 변경에 따른 디스펜싱 도트에 대한 결과는 그림 13에 나와 있다. 측정된 도트 크기는 디스펜스 높이가 높아져도 도트 크기에 큰 변화가 없었으나, 도트 생성 일관성에는 큰 영향을 끼쳤다. 디스펜스 높이가 높아짐에 따라 보드 표면으로부터 멀어져 일관되게 형성되는 도트의 품질이 낮아졌다. 페이스트를 일관되게 dot-to-dot하기가 더욱 어려워졌다.
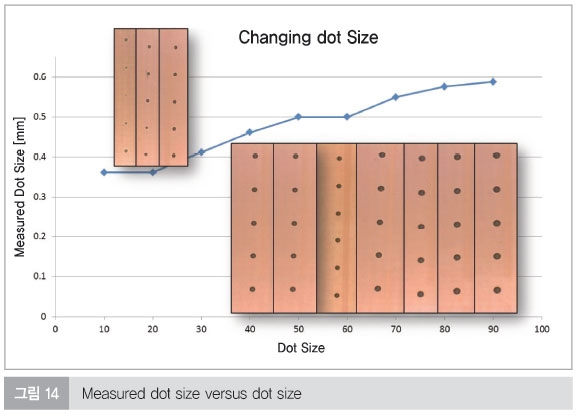
오거의 경우, 도트 크기 변경에 따른 디스펜싱된 도트의 결과는 그림 14에서 나타내고 있다. 측정된 도트 크기에서는 측정된 도트 크기뿐만 아니라 일관된 도트 품질에 상당한 영향을 미쳤음을 보여주고 있다. 도트 크기가 작을수록 밖으로 빠져나오는 페이스트의 양이 적어지므로, 일관되지 않은 dot-to-dot가 생성된다. 또한, 도트 크기 번호가 높아질수록 더 많은 페이스트가 공급됨에 따라 측정된 라인 폭이 더 커졌다.
시간-압력
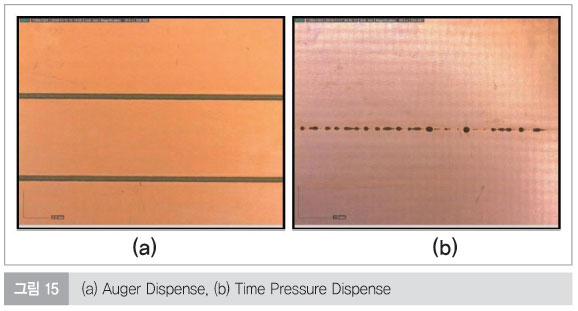
한 유형의 메커니즘에 최적화된 설정이 다른 유형에도 똑같을 필요는 없다. 그림 15에서는 동일한 입력 파라미터를 사용한 오거 메커니즘과 시간-압력 메커니즘의 디스펜싱 라인을 비교해서 보여주고 있다. 시간-압력의 경우, 오거 메커니즘으로 얻었던 품질의 라인이나 도트 수준으로 맞추기 위해서는 설정을 조정해야 했다. 동일한 품질을 얻으려면 디스펜싱 높이를 낮춰야만 했고, 압력을 줄여야 했으며, 라인 너비를 넓혀야만 했다.
라인
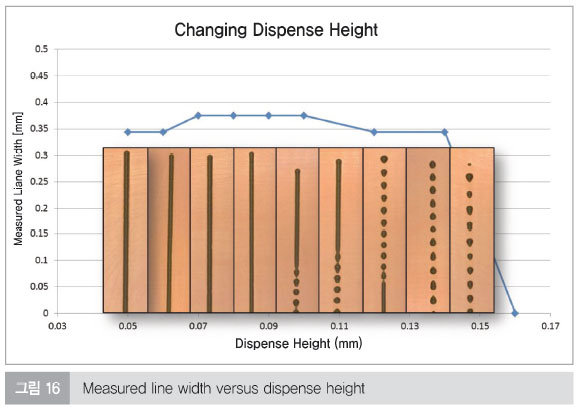
시간-압력 디스펜싱의 경우, 디스펜싱 높이 변화에 따른 결과를 그림 16에서 보여주고 있다. 디스펜싱 높이 상승에도 라인 너비에는 큰 변화가 없었으나, 라인 품질에는 큰 영향을 미쳤다. 디스펜싱 높이가 높아질수록 라인의 품질은 낮아졌다. 보드 표면에서 멀어질수록 페이스트가 일관된 라인을 생성하기 더 어렵기 때문이다. 0.160mm의 디스펜싱 높이에서 라인의 품질이 너무 나빠서 라인 너비를 측정할 수 없었다.
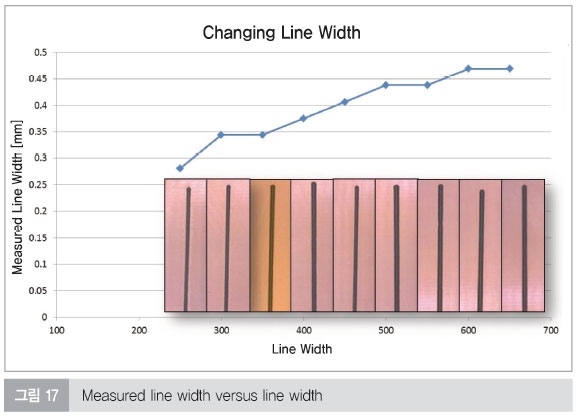
시간-압력 디스펜싱의 경우, 라인 너비의 변화에 따른 결과가 그림 17에 나와 있다. 측정된 라인 너비에 상당한 영향을 미쳤지만, 라인 품질에는 영향을 미치지 않았다. 또한 디스펜싱 너비가 늘어날수록 더 많은 페이스트가 공급됨에 따라 측정된 라인 너비가 더 커졌다.
도트
시간-압력 디스펜싱의 경우, 디스펜싱 높이가 높아졌지만 도트 크기에는 큰 변화가 없었다. 그러나 도트의 일관된 품질에 상당한 영향을 미쳤다. 디스펜싱 높이가 높아질수록 표면에서 더욱 멀어지기에 페이스트가 일관된 도트를 반복적으로 생성하기가 더 어려워졌다. 그 이유로 dot-to-dot 품질의 일관성이 낮아졌다.
시간-압력 디스펜싱의 경우, 측정된 라인 너비와 dot-to-dot 품질에 상당한 영향을 미쳤다. 도트 크기가 높아질수록 더 많은 페이스트가 공급됨에 따라 측정된 도트 크기도 더 커지고 있음을 나타내고 있다.
결론
앞서 설명된 그림에서의 변화에서는 명확한 추세를 보여주지만, 대부분의 경우 변화는 상대적으로 적었다. 이번 테스트에서는 의도적으로 한 번에 하나의 파라미터만 변경했다. 여러 설정이 변경되었으면 라인 너비와 도트 크기에 미치는 영향이 잠재적으로 더 커졌을 것이다. 테스트에서는 각 파라미터에 하나의 보드만을 적용하였다. 광범위한 테스트를 위해서는 공정이 반복성과 일관성을 보증하기 위한 생성을 위해서는 훨씬 더 많은 샘플이 필요할 것이다.
RPM 파라미터는 다른 모든 변수가 일정하게 유지될 때, 최종적으로 측정된 라인 너비 또는 도트 지름에 큰 변화를 주지 않았다. 이 파라미터가 라인 너비/도트 크기와 함께 변경되었다면, 더 큰 영향을 미쳤을 것이다. 공급된 압력은 다른 모든 변수가 일정하게 유지될 때, 최종적으로 측정된 라인 너비 또는 도트 직경에 큰 영향을 미치지 않았다. 압력이 더 세지면, 너무 많은 페이스트가 오거와 미세 게이지 니들에 몰려들어 막힘이 발생했을 것이다. 이 현상은 다른 테스트에서도 나타났다. 디스펜싱 높이는 미세하게 측정된 라인 또는 도트 직경에 더 많은 영향을 미쳤다. 디스펜싱 높이가 높아질수록 기판 표면에서 니들이 멀어지기에 페이스트가 반복 가능한 도트 또는 라인을 생성하기가 더 어려웠다. 그 때문에 도트 품질/반복성 또는 라인 품질이 하락했다.
도트 크기 또는 라인 너비 입력 파라미터가 최종적으로 측정된 라인 너비 또는 도트 지름에 가장 큰 영향을 미쳤으나, 다른 파라미터 변경 없이 너무 작거나 혹은 너무 크게 적용하면, 일관된 도트 또는 라인이 존재하지 않을 것이다. 본고의 다른 측면에서는 하드웨어 기술 부문에서 특정 타입의 메커니즘에 최적화된 설정이 다른 타입에 반드시 동일하게 적용되지 않음을 보여주었다. 테스트의 결과에서는 하드웨어 기술, RPM, 공급 압력, 디스펜싱 높이, 라인 너비 또는 도트 크기와 같은 파라미터의 올바른 조합을 갖는 것이 칩 커패시터 또는 BGA 패키지 또는 MEMS 리드(lid)-어테치와 같은 애플리케이션에서 초미세하고 일관된 라인 또는 도트를 생성하는 데 중요함을 보여주었다.
REFERENCES
1. Achieving Ultra-Fine Dot Solder Paste Dispensing ? Dr. Richard Ludwig and Dr. Ning-Cheng Lee (Indium Corporation), Steven Rocco Marongelli, Sergio Porcari and Sumil Chhabra (Universal Instrument Corporation)