공정제어 도구로 이온오염 테스트 추천
ROSE 시험 프로토콜에 도움
열악한 환경에서 전자 제어 장치의 사용이 증가(특히 높은 신뢰성, 안전성이 중요한 업종에서 )함에 따라 전기 화학적 신뢰성에 대한 완전한 이해와 엄격한 제어가 요구되고 있다. 전자 회로 생산공정에는 20개 이상의 개별적인 화학 공정 단계가 있으며, 대부분 높은 수준의 이온 물질을 포함하고 있다. 이온성 물질의 존재와 더불어 습하거나 눅눅한 작업 환경이 결합될 때 전위(電位)는 수지 형성 가능성, 전기화학 반응 및 예측 불가능한 조기 회로고장 발생률을 증가시킬 수 있다. 이러한 이유로 표면 절연 저항(SIR) 분석을 통해 어셈블리의 전기 화학적 신뢰성을 평가하고 그에 따라 검증된 제조 프로세스를 수립해야 한다.
공정 제어 도구로써 이온 오염 테스트 IPC-TM 650 2.3.25에 기반을 두고 새로 개발된 테스트 프로토콜은 연속 생산 내의 이온 오염 모니터링을 가능하게 하기 위해 수립되었다. 이 테스트 작업은 높은 신뢰성, 안전한 전자 회로의 생산이 진행되고 있는 세계 여러 곳의 생산현장에서 성공적으로 구현되었다. 본 고에서는 테스트 프로토콜이 6-시그마 기준을 충족할 수 있음을 보여준다.
게이지 R&R 연구를 위해, 새로 개발된 오염 테스트 시스템을 적용하여 테스트 프로토콜의 반복성 및 재현성을 조사를 실시하였고, 0.1wt-% NaCl 보정 용액을 사용하였다. 전세계 5개 지역의 공장에서 실시하였다. 1.0㎍/㎠ ≡ NaCl(± 8.8 %)의 목표 값으로 설정하고, 0.1㎍/㎠ ≡ NaCl 미만의 총 오류 범위는 유체(피펫, 온도)의 수작업 취급과 결합하여 이뤄냈다. 공정 제어에서 이 값은 허용 가능한 수준이며, IPC-TM 650 2.3.25에 기반을 둔 이온 오염 시험이 전자 제어장치 제조 공정 제어 도구로 사용될 수 있음을 입증할 것이다.
열악한 환경에서 전자 제어 장치의 사용이 증가(특히 높은 신뢰성, 안전성이 중요한 업종에서)함에 따라 전기 화학적 신뢰성에 대한 완전한 이해와 엄격한 제어가 요구되고 있다. 전자 회로 생산공정에는 20개 이상의 개별적인 화학 공정 단계가 있으며, 대부분 높은 수준의 이온 물질을 포함하고 있다. 이온성 물질의 존재와 더불어 습하거나 눅눅한 작업 환경이 결합될 때 전위(電位)는 수지 형성 가능성, 전기화학 반응 및 예측 불가능한 조기 회로고장 발생률을 증가시킬 수 있다. 이러한 이유로 표면 절연 저항(SIR) 분석을 통해 어셈블리의 전기 화학적 신뢰성을 평가하고 그에 따라 검증된 제조 프로세스를 수립해야 한다.
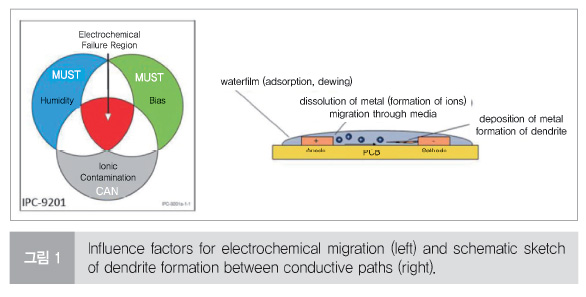
ECM(Electrochemical migration)은 인가 전압으로 인하여 전도 경로(conductive path) 사이에서 전기 화학적으로 이동하는 종(種)의 마이그레이션으로 잘 알려져 있다. 결과적으로, 금속은 애노드에서 용해되어 캐소드에 증착되어 금속 덴드라이트(dendrite)의 성장을 유도할 수 있다. 그림 1의 왼쪽은 ECM의 영향 요인을 보여주고 있다. 밀폐된 수용성 필름과 2개의 전도 경로 사이에 인가된 전압의 조합은 이 오류 모드의 전제 조건이다.
PCB 표면 상의 이온 오염은 다음과 같은 현상을 가속시키는 요인이 될 수 있다.
▶ 금속의 용해 엔탈피를 줄인다.
▶ 이슬점(dew point)을 낮춘다.
▶ pH 값을 상한 / 하한 영역으로 이동시킨다.
▶ 수용성 필름의 전도도를 증가시킨다.
그래서 이온 오염은 필수적이지 않지만 ECM을 지원하는 요인이다. 따라서 전자 어셈블리 제조공정 동안 개별 공정 프로세스 단계(예 : 표면 실장 또는 관통 공법)에서 적절한 공정 제어 도구를 사용하여 이온 오염의 전반적인 수준을 제어해야 한다.
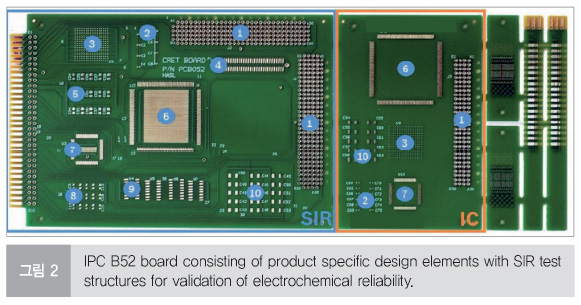
PCB 어셈블리에 사용된 설계 요인 중 하나인 전기 화학적 신뢰도는 규정된 기후 조건 하에서 IPC-9202에 기반을 두고 평가할 수 있다. 이를 위해 SIR(표면 절연 저항)은 B-52 테스트 보드에 적용하였고, 실제 연속 생산 조건과 가능한 한 유사하게(예 : PCB 재료, 솔더 페이스트 등) 설계 요인을 선정하고 평가하였다. 특정한 기후 조건을 적용하면, 특정 재료들 조합을 활용한 생산 설계 요인의 습도 견고성은 SIR 측정 기술을 사용하여 평가될 수 있다.
그림 2에서는 IPC-9202에서 제안한 B-52 보드의 주요 레이아웃을 보여주고 있다. 해당 디자인 요인은 소형화 및 부품 포트폴리오와 연관된 첨단 제품의 요구사항에 따라 조정될 수 있다. 결과적으로, 고온 및 고습 조건 하에서 PCBA의 전기 화학적 신뢰성을 보장하기 위해 특정한 설계 요인 시험이 수행되어야 한다.
이온 오염 검출을 위해 현재 사용되는 방법은 IPC-TM 650 2.3.25에 기재되어 있다. 솔벤트 추출 저항 측정(ROSE, resistivity of solvent extract) 테스트는 전자 제어 유닛 제조 과정에서 세정 프로세스의 공정 제어를 위해 고안되었다. 현재 적용되는 측정 프로토콜은 정적추출 및 동적추출이라는 두 가지 주요 운영 모드로 나눌 수 있다. 약간의 측정 절차와 결합된 다양한 분석기 디자인은 다른 장비 유형의 데이터를 비교하는 것이 거의 불가능하다. 또한 측정 데이터는 무-세척 어셈블리의 절대 청정도에 초점을 맞춰 자주 사용된다. 이러한 측정 기술은 무-세척 공정으로 제조된 전자 제어 유닛의 청정도 데이터를 생성하기 위해 설계되지 않았음을 알고 있어야 한다. 그러나 이온 오염 테스트는 생산 시간 동안 여러 생산 공정(예 : 리플로우, 셀렉티브 솔더링 등)에 기인한 이온 잔류물의 수준을 모니터링하기 위한 공정 제어 도구로 사용될 수 있다. 이러한 목적을 위해 IPC-TM 650 2.3.25에 기반을 둔 최적의 테스트 시스템과 프로토콜이 6-시그마 기준을 충족시키기 위해 시스템 공급 업체와의 협력으로 구현되었고, 더불어 여러 생산 현장에서 실행되었다.
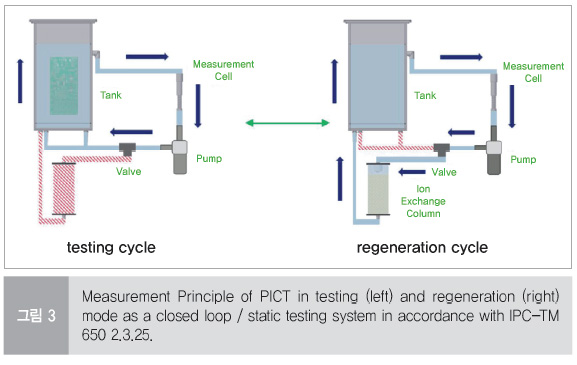
공정 이온 오염도 테스트(PICT)는 전형적인 ROSE 테스트와 비교해 보다 최적화된 테스트 프로세스라고 할 수 있다. PICT는 IPC-TM 650 2.3.25의 분류에 따라 클로즈드 루프 / 정적 시스템을 적용하고 있다. 작동 원리는 그림 3에 나와 있다. 테스트 및 재생 사이클은 서로 독립적이며 표본에서 용해된 이온 잔사는 재생 중에 추출 용액의 전도성이 지정된 수준으로 낮아질 때까지 이온 교환 컬럼(ion exchange column)에 포집되었다.
테스트 사이클 중 과도한 혼동을 피하기 위해 용액의 유속을 최적화하였다. 따라서 인쇄 회로 어셈블리의 이온 오염물을 신속하게 제거할 수 있었고 테스트 시간을 단축할 수 있었다. 또한, 탄산에 대한 이산화탄소의 대기 반응의 영향력이 줄어들었다. 그럼에도 불구하고 이산화탄소 조정은 이온 오염 분석에 있어서 재현성 있는 측정 결과를 얻는 핵심 요소이다. 환경 조건(예 : 대기 조성, 온도, 상대 습도 등)에 따라 탄산의 형성과 그 이후의 하이드로늄 이온 및 탄산 이온으로의 분해로 인해 솔벤트 전도성이 증가한다. 해당 환경 조건 하에서 테스트 용액 측정 및 수학 알고리즘을 적용하는 것은 수정을 위한 현장의 이산화탄소 허용 오차를 이끌어 내기 위해서이다. 낮은 농도의 이온 물질을 지닌 용액의 분석에는 높은 정확도의 전도성 측정 셀이 필요하다. 이를 위해 탄도 증폭기에 연결된 고체 측정 셀을 적용하였다. 따라서 ±0.005㎲/㎝의 측정 정확도를 달성할 수 있었다.
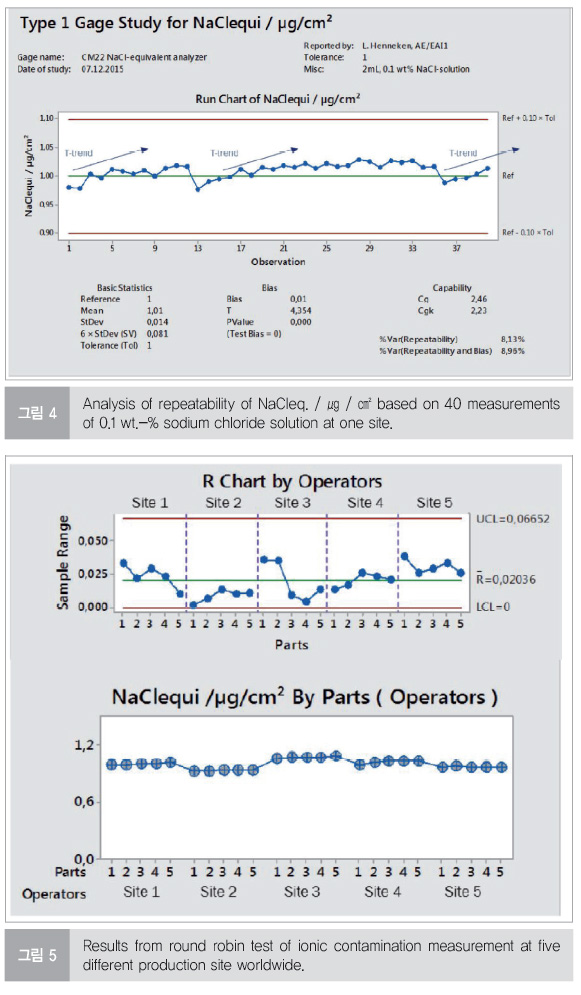
전자 제조 공정 제어 도구로 이온 오염물을 사용하기 위해, 서로 다른 생산 현장에서의 반복성과 재현성을 분석하는 게이지 연구를 실시하였다. 테스트 장비는 전 세계 5개 생산 현장에 설치되었으며 공급 업체의 기술 요구 사항에 따라 설정하였다. 일반적으로 0.1wt-% 염화나트륨의 테스트 용액 2ml를 주입하고 분석기의 전도성 프로브를 통해 순환시켰다. 지속적으로 측정된 용액 전도도는 해당 표면적 기준 염화나트륨 중량(NaCleq. / ㎍ / ㎠)으로 재계산하였다.
반복성 분석 결과는 그림 4에 나와 있다. 해당 데이터를 얻기 위해 한 제조 현장에서 3일에 걸쳐 0.1 wt-.% 염화나트륨 용액으로 40회 측정하였다. 데이터에서 어떠한 이상치(outlier)도 검출되지 않았다. 기존 데이터를 기반에 두고, 분석기의 내부 결함은 96.8% 확률로 감지되었다. 또한, 하룻밤 사이에 레벨이 떨어지면서 3일 동안 기기 판독이 약간 증가했다. 이 현상은 하루 종일 연속 측정을 실시하는 동안의 측정 용액의 온도에 기인한 것으로 분석된다. 용액의 온도가 올라가면 이온 종(種)의 이동성이 높아지고, 결과적으로 전도성이 커진다. 이 공정은 2.23의 Cgk 값을 달성하는 허용오차(±10%)의 요구를 수용할 수 있는 것으로 평가되었다. 전체적으로 분석기의 반복성은 6-Sigma 요구 사항을 충족시킨다.
재현성 연구는 전세계적으로 다른 생산 현장에 위치한 5개의 다른 분석기를 사용하여 실시하였다. 지역적 교정 절차를 걸쳐 통일된 작업장 지침과 동일한 방향성을 정하여 시험 절차를 보장하였다. 결과를 분석할 때 특히 실험실의 유체 취급(예 : 피펫, 온도 등)의 일관성을 고려해야 한다. 총 결함 범위는 ±8.8%로 계산되었는데 이것은 화학 분석에서 허용 가능한 값이다. 그림 5의 차트에서는 하나의 현장에서 얻은 약간의 편차만을 지닌 측정 값을 관찰할 수 있다. 요약하자면, 최적화 된 파라미터를 이용한 이온 오염물 테스트는 PCB 어셈블리의 이온 오염을 감지하는 프로세스 제어 도구로 사용할 수 있다.
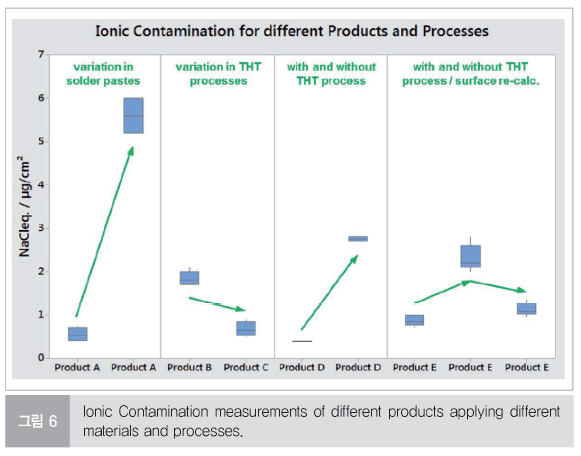
앞서 기술된 시험 프로토콜은 특정 공정 파라미터가 이온 오염물 수준에 미치는 영향을 연구하는데 사용할 수 있다. 그림 6에서는 제품 레벨 상 최종 NaCleq. 값에 대한 영향 요인의 선정을 보여주고 있다.
재료들(예 : 솔더 페이스트, 셀렉티브 솔더링용 플럭스)의 변형은 이온성 물질의 절대 값에 커다란 영향을 미친다. 솔더링 후의 화학적 활성도와 플럭스 잔사의 캡슐화에 따라 NaCleq. 값이 다양해진다. 어셈블리 도중의 수많은 공정 단계를 거치면서 제품 레벨에서 절대 값의 분산이 증가한다는 점에 주목해야 한다. 그러나 공정 편차를 검출하는 것이 가능하며 공정 안정성에 중점을 둔 근본 원인 분석을 시작하고 관찰할 수 있다. 결과적으로, 이온 오염의 전반적인 한계는 전자 제조에 사용되는 재료 및 프로세스 풀에 적합하지 않다. 또한, 이온 오염 시험은 공정 제어 도구로서 특정 제품으로 수행되어야 한다.
앞서 강조한 바와 같이, 전기 화학적 이동은 인접한 전도성 경로들 사이의 전기장 및 폐쇄형 수막에 의해 야기된다. 이온 오염은 재료 및 공정에 의해 나타나고 고온 및 고습 조건에서 전기 화학 공정을 가속화할 수 있다. 결과적으로, 이온 오염의 측정은 PCB 어셈블리의 습도 신뢰성을 예측하지 못한다. 설계 요인 중의 하나인 습도 견고성은 IPC 9202의 원리에 따라 SIR 측정 기술로 보장할 수 있다.
공정 제어 도구(PICT)로서의 이온 오염 시험의 구현은 현재의 ROSE 시험 프로토콜에 이점을 준다. 시스템 최적화 및 통일된 작업장 지침의 구현으로 인해 전 세계 5개 생산 현장에서 기록된 이온 오염 데이터의 반복성과 충분한 재현성에 대해 6-시그마 기준을 달성 할 수 있었다. 이 방법을 사용하면 프로세스 제어 및 프로세스 최적화 방법이 가능하다.