기술발전으로 저온 무연솔더 성능 개선
적용 가능성 높지만 추가적인 신뢰성 테스트 필요
Sn3Ag0.5Cu 페이스트 합금에 대한 저온 페이스트 합금을 조사한 예비 결과는 유망해 보인다. 제한된 외부 테스트 데이터와 결합된 현재까지 제한된 내부 테스트는 이러한 새롭게 추가된 저온 솔더가 Sn3Ag0.5Cu(SAC305)보다 성능이 동등하거나 우수하다는 것을 나타냈다. 추가적인 테스트 및 평가가 필요하다. 새로운 합금이 추가된 저온 솔더와 추가되지 않는 솔더 간의 차이를 확인하려고 하고 있으며, 낙하/충격 및 더 높은 변형률의 단조 굽힘 테스트를 실시하고 있다.
요약
전자 산업계는 기존 Sn3Ag0.5Cu(SAC305) 솔더에 비해 경제적이면서 제조 공정에 적용이 가능하며 성능을 신뢰할 수 있는 저온 SMT 솔더 재료(합금 성분)를 사용함으로써 큰 이점을 얻을 수 있다. 본고에서는 가능한 많은 장점과 몇 가지 단점/과제에 대해 논의한다.
최근까지 Sn/Bi 기반의 솔더는 높은 변형률(드롭 쇼크) 애플리케이션에 부정적인 결과를 초래하는 것으로 조사되어서 이들 합금을 사용하지 않고 있다. 새로운 합금 ‘추가’를 통한 기술 개선으로 많은 애플리케이션에서 SAC305의 가능한 대안으로 Sn/Bi 합금을 재검토하는 문이 열고 있다. 우리는 3개의 저온 솔더와 1개의 SAC305(대조군으로 사용) 솔더페이스트 재료의 제조 가능성과 신뢰성을 테스트했다. 저온 솔더 재료 중 2개는 Sn/Bi/Ag계로 추가된 제품이고, 나머지 1개는 Sn/Bi/Ag1% 제품이었다.
테스트와 관련 결과에 대해 설명하였다. 그리고 마지막으로 이러한 자료의 전망, 적용 및 가능한 영향(이 평가를 기반으로 함)에 대한 향후 조치도 함께 논의할 것이다.
서문
일반적인 SAC305 리플로우 프로파일은 235℃~245℃ 범위의 피크 온도를 가지고 있다. 주석/비스무스 또는 주석/비스무스/은 솔더 합금은 165℃~195℃ 범위의 피크 온도를 사용할 수 있다. 이는 50℃ 이상의 Δ 피크 온도 차이를 의미한다. 명백한 에너지 비용 절감 외에도 저온 솔더(LTS, low temperature solder) 재료를 사용하면 다른 많은 이점이 있다. 본고의 뒷부분에서 이를 설명하고, 더불어 익히 알려진 위험과 알려지지 않은 위험에 대해서도 논의한다.
주석/비스무스 또는 주석/비스무스/은 합금은 업계에 잘 알려져 있으며 TV 및 일부 가전제품과 같이 충격, 낙하, 진동 또는 고온에 노출되지 않는 소비재 제품에 일상적으로 사용되어왔다. 이 합금은 SAC305보다 깨지기 쉽고 크리프 저항성이 더 높다. 따라서 낮은 변형률 응력(온도 변화)에는 적합하지만 높은 변형률 응력(충격, 낙하, 진동, 굽힘 등)에는 적합하지 않다.
일부 솔더 재료 공급 업체는 변형률 신뢰성 측면에서 SAC305에 필적할만한 저온 합금 버전을 개발하기 위해 수년 동안 노력해 왔다.
다년간의 노력으로, 최근 합금을 더욱 연성(延性)화하고 크랙 저항력을 높이는 미량의 ‘도펀트’ 재료가 포함된 ‘비밀’ 레시피를 개발하여 목적에 근접했다. 다른 논문1에서는 구리, 니켈, 망간 및 안티몬과 같은 미량의 원소를 추가하여 격자 및 그레인 구조에 대한 도펀트 효과에 대해 논의하였으므로, 여기서는 자세히 설명하지 않겠다. 하지만 요점은 일부 공급 업체가 대량의 합금(낮은 융점을 유발하는)을 유지하면서 저온 솔더만의 장점을 살리는 적절한 레시피를 찾은 것 같다는 것이다.
우리가 고려한 또 다른 핵심 요소는 진지한 평가를 수행하기 전에 이러한 유형의 재료 공급 업체가 한 곳 이상이어야 한다는 점이었다. 우리는 단일 업체에서만 사용할 수 있는 독점적인 프로세스 또는 재료를 사용하지 않는 경향이 있다.
장점들
저온 솔더(LTS)의 가능한 장점은 다음과 같다.
▶ 보드 및 부품 뒤틀림 감소
▶ 헤드인필로우 감소
▶ 낮은 잔류 응력
▶패드 크레이터링(Pad Cratering) 감소
▶CTE 기하학적 영향(스케일 계수) 감소
- 더 작은 랜드 패드 / 풋프린트 허용
▶ 저렴해진 재료 비용
- PCB - 부품
▶ 열 노출 감소
- 열에 민감한 부품류 적용 가능
- 반도체류 적용 가능
▶ 낮은 전력소모 및 유지관리 비용
- 프로파일에 따라 전력소모가 20~25% 절감되는 것으로 추정
- 오븐 가동 부품의 낮은 유지보수 비용
▶ 하이브리드 어셈블리 가능
- 한쪽에는 SAC305, 다른 쪽에는 저온 솔더 적용
▶ 보이드 감소
- ~ 50% 보이드 감소 관찰
단점들
여타의 새로운 재료와 마찬가지로, 재료가 일정 기간 사용되기 전까지 밝혀지지 않은 알려지지 않은 위험이 존재한다. 알려진 위험 중 일부는 다음과 같다:
▶ 패키지 휨 –
- 210℃ 이상에서 평평해지도록 설계된 대형 BGA 패키지의 솔더 조인트에서 ‘고온 균열’을 일으킬 수 있다. 패키지가 완전히 평평해지지 않고 리플로우 주기 동안 뒤틀린 상태를 유지하기 때문에 나타난다. 이에 대한 한 가지 해결책은 갭 차이를 보완하기 위해 더 많은 솔더페이스트를 사용하는 것이다. 저온 솔더 합금은 공격적으로 습윤되는 경향이 없어서, 브리지 없이 단위면적당 더 많은 솔더를 허용할 수 있다. 산업계가 이러한 합금을 대규모로 수용하는 방향으로 움직이면, 패키징 업체가 대응하려고 노력할 것이고, 그렇다면 ‘저온 솔더합금(LTS)’ 버전이 나올 수도 있다.
▶ 재작업
- 솔더 와이어 : 사용이 매우 제한적이며(알려진 소스가 하나뿐이며 아직 시판되지 않음) 부서지기 쉽다.
- 솔더 포트 크랙 : 비스무스는 냉각시에 팽창하기에 일부 솔더 포트(웨이브 솔더)에 크랙을 유발할 수 있다.
▶ 넓은 액상(液相)/고상(固相) 범위
- 컨베이어 리플로우 오븐에서 배출되는 어셈블리가 138℃ 미만임을 보장하기 위해 매우 빠른 냉각이 필요하다는 것을 관찰했다.
▶ 플럭스 잔류물
- 리플로우 후 상당한 양의 플럭스 잔류물이 관찰되었다. 시간이 지나면 이점이 개선될 수 있다.
▶ 더 많아진 슬럼프와 낮은 습윤
- 테스트에서는 대조군 재료보다 약간 더 많아진 슬럼프(뜨겁고 차가운)를 보여 주었으나, 이것은 다시 말하지만 페이스트의 숙성도와 관련이 있을 가능성이 더 크다. 그러나 합금 자체는 SAC305만큼 공격적으로 습윤하지 않으며 특정 상황에서 문제가 될 수 있지만, 여전히 허용 가능한 것으로 나타났다. 경우에 따라, 낮은 습윤은 PIH(Paste in Hole) 애플리케이션에서 이점이 될 수 있다.
실험 및 결과
재료 테스트
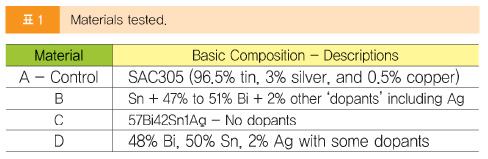
테스트된 재료의 정보는 표 1에서 보여주고 있다.
재료 ‘A’는 대조군 SAC305 재료였다. 재료 B와 D는 ‘도핑된’ 합금이며, 재료 C에는 추가된 도펀트가 없었다.
어셈블리 조건
모든 테스트 보드는 솔더 스크린프린팅 전에 베이킹, 검사 및 라벨링 공정을 거쳤다. SPI 공정, SMT 어셈블리 그리고 리플로우 프로세스를 순서대로 수행하였다.
저온 솔더용 리플로우 프로파일
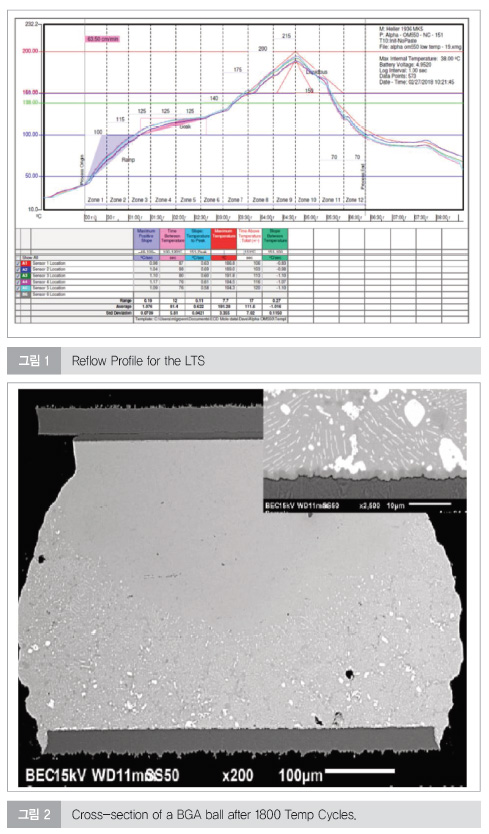
165℃의 낮은 피크 온도를 사용할 수 있지만(적절한 경우 사용해야 함), SAC305 BGA에서 섞이는 것을 유도하기 위해 더 높은 온도인 190℃를 사용했다. 솔더페이스트 및 BGA 볼 인터페이스는 이러한 온도에서 확산을 이끄는 충분한 상 변화를 보이고, 그 후에 BGA 볼과 솔더페이스트가 섞인다.
그림 2에 표시된 SnBi 페이스트와 BGA의 혼합은 약 50%이었다. 이는 Time 0 시점과 모든 솔더 조인트의 특성에 맞먹는 수준이며, 혼합 범위 40~60%에 속하는 수준이라고 판명했다.
테스트 방법론
다음의 제조 가능성 및 신뢰성에 초점을 두고 테스트를 수행하였다.
제조 가능성 :
- 솔더페이스트 체적 - 프린팅 누락
- 핫 슬럼프 / 콜드 슬럼프 - 솔더 볼과 2개의 습윤 테스트
- X-ray 검사 및 육안 검사
신뢰성 :
- ATC(Accelerated Thermal Cycling, 0~100℃)-JEDEC 9701
- 4점 단조 굽힘 테스트(4 Point Monotonic Bend Test)- JEDEC 9702
제조 가능성 - 솔더 페이스트 체적
6개의 서로 다른 개구 비율(0.4~1.1 범위)의 솔더페이스트 체적을 측정 및 분석했다. 개구는 8~22mil(0.20mm~0.56mm) 범위였으며, 5mil(0.13mm) 두께의 스텐실을 사용하였다.
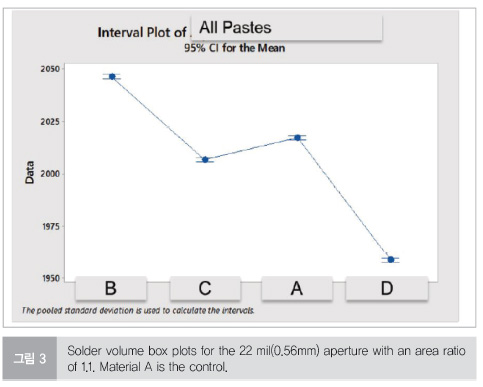
그림 3에서는 재료 D가 일관되게 (충분하지만) 다소 적은 체적을 가지고 있음을 보여주고 있다. 모든 재료는 회사 내부 사양을 통과했다.
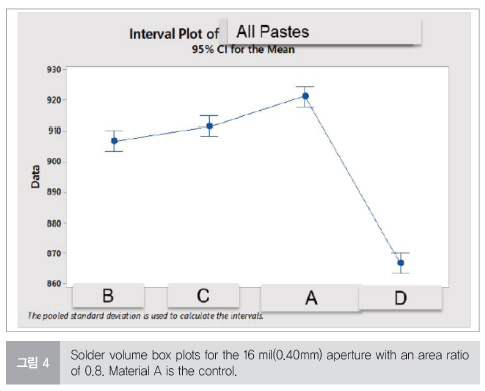
그림 4에서와 같이 재료 D는 일관되게 (충분하지만) 다소 적은 체적을 가지고 있음을 나타냈다. 모든 재료는 내부 사양을 통과했다.
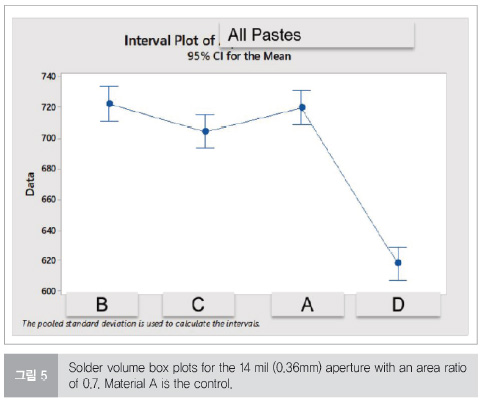
그림 5를 통해 재료 D가 일관되게 (충분하지만) 다소 적은 체적을 가지고 있음을 알 수 있었다. 모든 재료는 내부 사양을 통과했다.
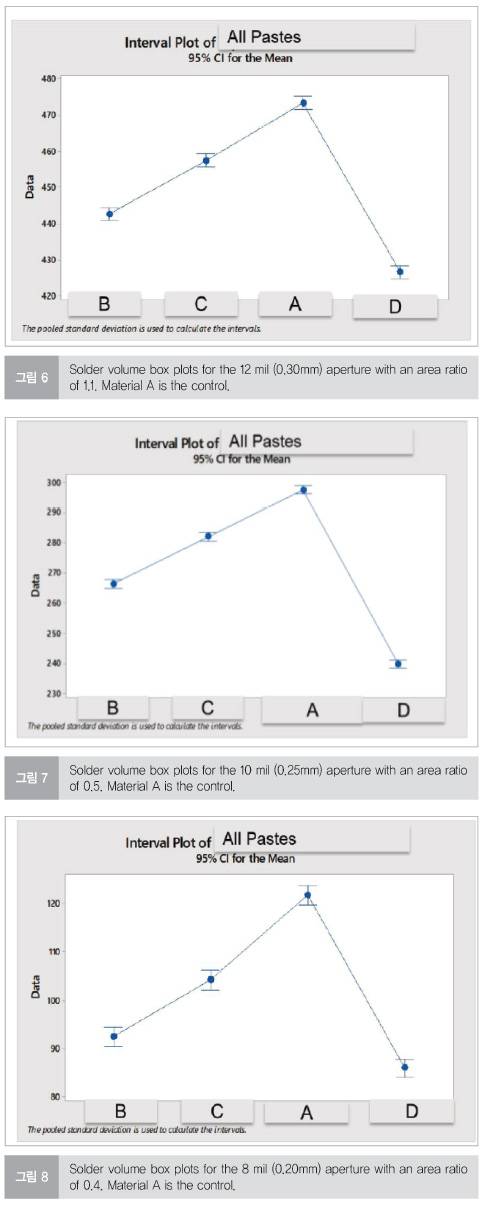
그림 6의 결과를 통해, 재료 D는 일관되게 (충분하지만) 다소 적은 체적을 가지고 있음을 알게 되었다. 모든 재료는 내부 사양을 통과했다.
그림 7에서 보는 바와 같이, 재료 D는 일관되게 (충분하지만) 다소 적은 체적을 가지고 있었다. 모든 재료는 내부 사양을 통과했다.
그림 8에서는 재료 D가 일관되게 (충분하지만) 다소 적은 체적을 가지고 있음을 보여주고 있다. 모든 재료는 내부 사양을 통과했다.
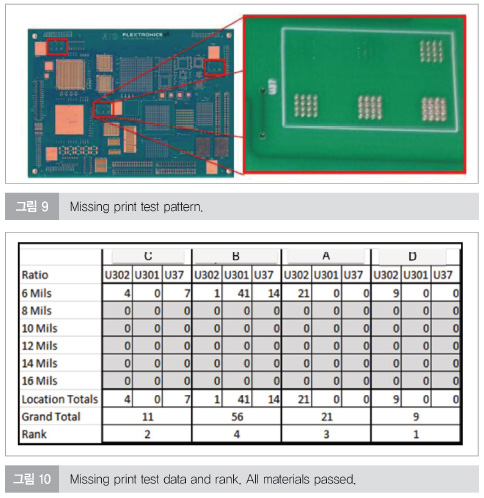
제조 가능성 테스트 - 프린팅 누락
이 테스트에서 직경 6~16mil(0.15mm~0.40mm)의 원형 개구가 테스트 보드의 3개 위치에 프린팅하였고, 누락된 프린팅 위치가 있는지 검사했다. 각 개구에 대한 프린팅 누락의 수를 계산하였다. 6mil(0.15mm) 개구에서 전부 프린팅될 것이라고 기대하지는 않았다. 직경 8mils(0.20mm)~16mils(0.40mm)의 개구에 프린팅 누락이 없었으므로, 모든 재료는 통과했다.
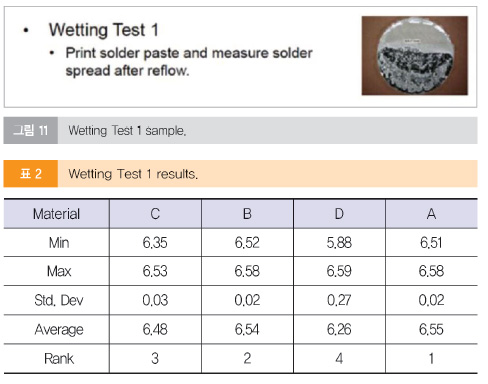
제조 가능성 테스트 - 습윤 테스트1
이 테스트에서, 대형 Cu 패드에 페이스트 원형을 프린팅하였고, 리플로우 후 직경을 측정했다. 직경 항목에서 이 테스트에 대한 사양 합격/불합격 기준이 없었다. 재료의 습윤 특성을 수치화하기 위해 사용하였다. 저온 솔더는 제어된 재료만큼 습윤되지 않았다. 이러한 특성은 PIH(Paste in Hole) 애플리케이션에서 이점이 될 수 있다.
REFERENCES
1. S. Sahasrabudhe, S. Mokler, M.Renavikar, S. Sane, K. Byrd, E. Brigham, O.Jin, Pubudu, Goonetilleke, N.Badwe and S.Parupalli, Low Temperature Solder –A Breakthrough Technology for Surface Mounted Devices., Intel Corporation, 2018 IEEE 68th Electronic Components and Technology Conference, https://www.intel.com/content/dam/www/public/us/en/documents/presentation/low-temperature-solderingintroduction.pdf
2. R.Aspandiar, Intel Corp, INEMI, Pan Pacific SMTA http://thor.inemi.org/webdownload/2018/Process_Dev_of_BiSn_-Based_Low_Temp_Pan_Pacific_020818.pdf